・上一文章:长城GW4G15T、GW4G15B发动机增压压力控制阀管路连接注意事项
・下一文章:对旅行车记录仪的优化设计
3 解决方案
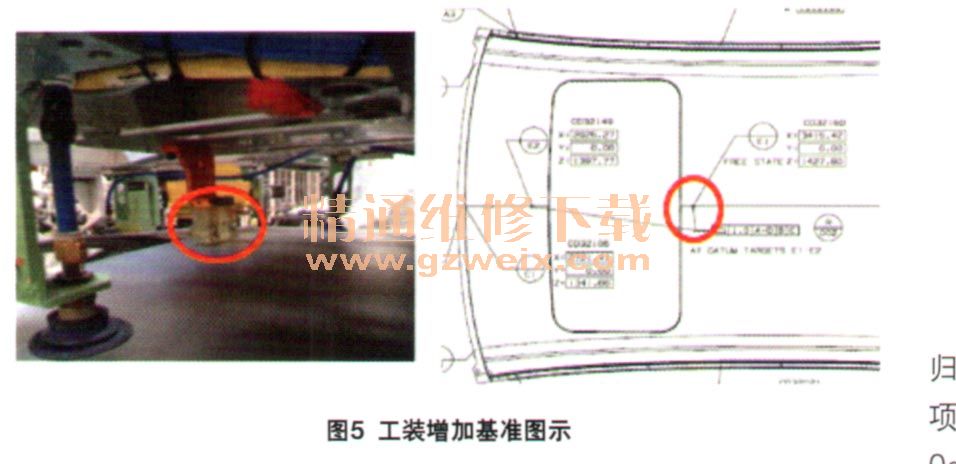
3.1焊接工装定位改进
在车顶焊接到白车身时,在车顶中间拱起位置设置E基准,在焊接过程中束缚车顶无法向上拱起,经验证可有效改善型面轮廓1 mm。在新车型项目前期工装工艺设计过程中可以提前规划布置此基准用于控制此类问题(图5)。
3.2钣金螺接间隙改进
螺接间隙经尺寸匹配评估为车身支架钣金零件尺寸偏差导致,对此支架尺寸要求改进至名义值,问题改善1 mm。经验证在0+/-0.5 mm范围内对问题无明显贡献,所以此支架可按照0+/-0.5 mm进行控制。同时此支架可以优化为先进行U/D螺接工艺,后C/C螺接到白车身,可有效规避此类问题产生。
3.3预变形补偿烘烤变形
由于车顶与加强框间必须涂膨胀胶以提升车顶板钢性,所以对于膨胀胶烘烤膨胀导致车顶板变形拱起采取预变形方案。经实车验证加强框两侧车身支架向上调整2 mm时(图6),可完全抵消烘烤变形1 mm。在前期设计过程中可考虑过盈设计以补偿烘烤变形带来的不利影响。

此问题经过项目启动过程充分分析验证,收集大量数据分析归纳总结,最终通过工装改进优化、零件尺寸改进和预变形补偿3项措施快速解决。将天窗后部与车顶平整度由-2.5~3 mm改进至0~0.5 mm(标准为0~2 mm),从而彻底解决天窗与车顶平整度逆风向问题。
4 结合语
本文简述了天窗后部与车顶平整度逆风向问题的分析及快速解决方案,并应用到实际车型中加以验证,提高了问题解决效率,降低了解决成本,在提升类似结构的天窗车顶匹配质量中起到了指导性的作用。
")
")
")
")

