・上一文章:长城GW4G15T、GW4G15B发动机增压压力控制阀管路连接注意事项
・下一文章:对旅行车记录仪的优化设计
摘要:天窗作为重要的汽车外饰零件,其匹配质量是整车顶部外饰质量的重点和难点。本文从天窗玻璃后部与车顶平整度逆风向问题入手,对天窗的设计结构、焊装工艺及涂装工艺等方面进行分析,并提出了有指导价值的改进方案。
0 引言
随着社会发展,乘用车的外观造型和匹配质量在人们购车标准中所占的比重越来越高。本文针对汽车天窗与车顶匹配质量的改进与提升,通过焊接工艺改进、零件尺寸控制及预变形控制等方面,提供较有竞争力的高效解决方案,快速达到匹配质量要求。
1 问题定义
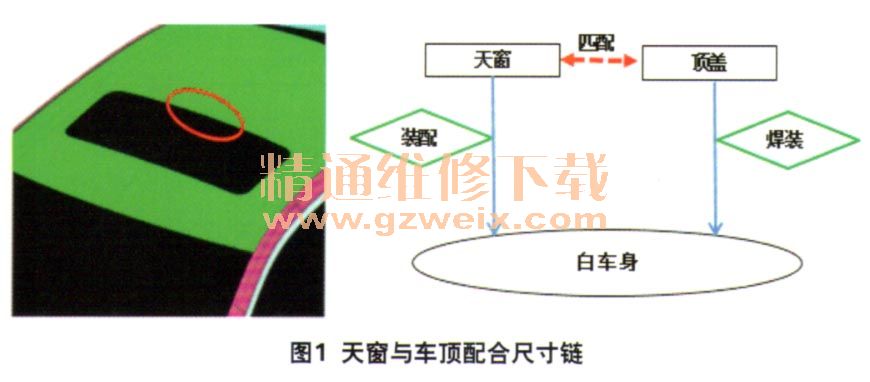
在某车型生产启动阶段,发现天窗玻璃后端逆风向低于车顶盖,该特征标准为0+2.0/-0 mm(天窗后端可以顺风向高于顶盖0~2 mm),实际平整度为逆风向-2.5~3 mm。对尺寸链各环节排查,发现问题主要为车顶中间区域拱起轮廓度偏高2.5~3 mm(图1)。
2 问题分析
2.1车顶设计结构分析
天窗后端与车顶配合区域为车顶板与天窗加强框架开放结构(图2),中间涂膨胀胶,车顶板两侧通过电阻点焊焊接到白车身上,天窗加强框架则通过螺栓螺接在白车身上(图3)。

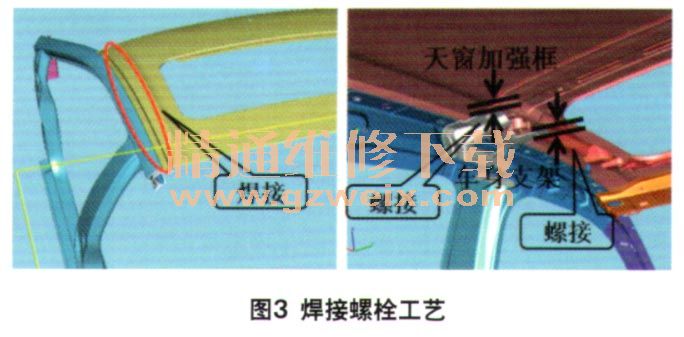
这种设计中,由于天窗后端车顶与天窗加强框为开放式结构,在车身焊接过程中由于制造公差累积,两侧焊接应力集中导致顶盖中部区域拱起1 mm。
2.2焊装工艺分析
焊接完成后,天窗加强框每侧与白车身通过2个螺栓螺接,由于零件质量问题车身支架偏低2 mm,固定处两层钣金间有2 mm间隙。在固定后间隙消除,应力传递到车顶中间,导致顶盖中间拱起1 mm。
2.3涂装工艺分析
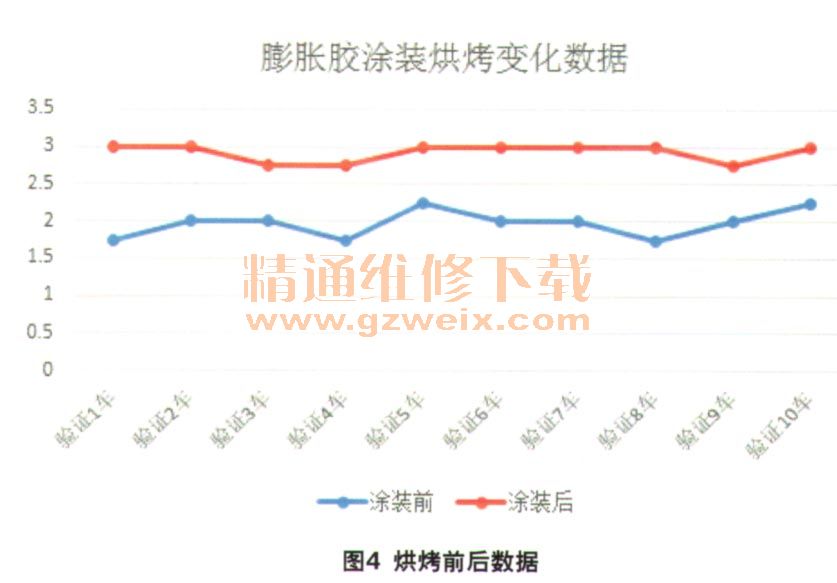
由于顶盖与天窗加强框架间涂有膨胀胶,经CMM测量收集涂装烘烤前与烘烤后数据对比(图4),发现烘烤后比烘烤前车顶在中间区域偏高变化均值1 mm,对问题均值贡献1 mm。
")
")
")
")

