来源:汽车与驾驶维修 作者:佚名 2020-11-28 08:48:25
2.3.2方向盘对中设备
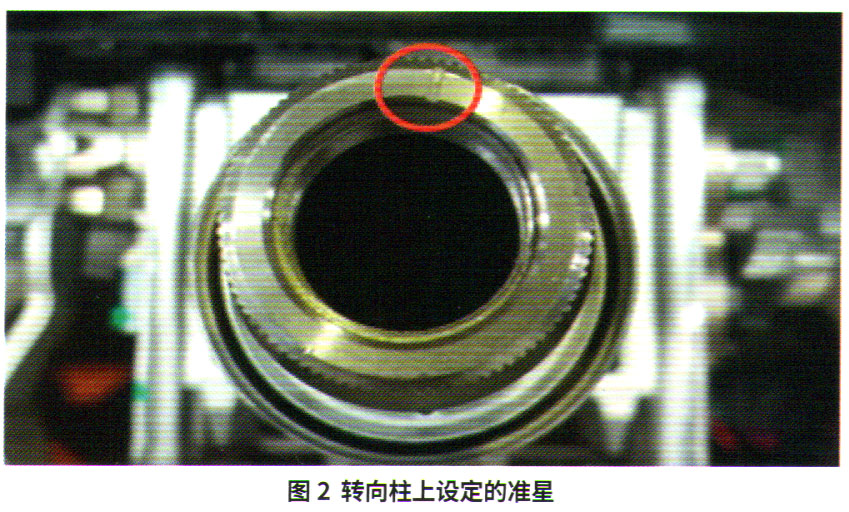
为了保证方向盘与转向机构的对中一致,在安装方向盘前要找到转向管柱上的装配定位点。对中的过程是使用方向盘对中设备将转向柱旋转到转向器限位块,并加载一定扭矩值;然后转动到另一限位块,并加载同样的扭矩值。设备根据整个转动角度计算,然后在转向柱上设定准星(图2)。如果扭矩值设置不合理,波动较大,转向柱无法到达终止挡,将导致准星设置不正确。
2.3.3四轮定位及调整
四轮定位设备的测量精度和一致性保证是整车定位参数检测的基础。但在产量高,设备使用频率高的情况下,设备机械结构和校验器具的磨损以及参数的维护都会对车辆调整参数的准确性带来一定的影响。
3制造过程对于影响因素的控制
针对上述对制造过程中对
跑偏产生误差因素的分析,需采取相应的措施加以控制,使得批量制造过程中的相关参数和角度满足参数要求。
3.1车身尺寸控制
影响车身定位和安装孔尺寸偏差的因素很多,包括冲压件单件尺寸偏差、装配后尺寸偏差、焊接变形和工装夹具和过程偶发因素等。所以车身生产过程中对
跑偏的控制,首先要保证与相关单件的尺寸,对涉及到前后桥、减振器和转向机等连接的关键零件,进行批量控制,保证功能尺寸的X向、Y向均在公差范围,避免单个零件的超差或积累的误差对
四轮定位的角度产生影响。
同时,也需要对焊接后的分总成、总成进行日常监控测量,保证Lnline的覆盖和提高三坐标的测量频次,才能做好尺寸的预警和快速诊断关键点的位置变化监控。在尺寸出现偏差后,能及时对相关焊接夹具进行维护和优化调整。
3.2装配过程控制
针对底盘托架小车的磨损及定位销松动可能带来的装配误差,需定期进行点检和保养。还要对检具样架和底盘小车进行标定,保证底盘与车身合拢时的精度,减少定位误差,从而保证装配的尺寸。另外,针对方向盘安装可能出现的偏差,可以通过后续前束调整来纠正,但也是造成
跑偏的潜在隐患。所以车间装配过程需要确保方向盘调整端正,出厂前加强方向盘端正检查。
3.3四轮定位设备
目前,整车厂商大多采用非接触式3D激光
四轮定位台,它的测量速度更快,数据更为精准。针对设备日常使用带来的机械磨损和其他因素的干扰,需要对检测平台做如下定期检查:运动部件有无磨损;实际情况与设定的轴距是否一致;激光板固定螺栓是否松动;激光头相机镜片是否干净;定位参数零点是否偏移。
涉及到调整、维修、更换配件等操作时,必须对更改变化点做好跟踪记录和备份。通过SPC分析变化点前后的数据样本,对比过程能力和不合格比例,来对结果进行验证,保证设备的准确性和一致性。
4结束语
本文针对主机厂车辆制造过程中影响定位参数的因素进行了探讨研究,有针对性地提出了控制的方案和工艺,为整车厂商对于批量车辆的
跑偏控制和分析提供了一定的方向。
上一页 [1] [2]
")
")
")
")

