・上一文章:采用缸内二次后喷再生技术的DPF入口温度研究与验证
・下一文章:大众途观发动机故障灯亮故障检修
摘要:发动机是汽车的心脏,而气缸又是发动机的心脏,气缸品质的好坏直接影响着发动机的各项性能。气缸内径是气缸的重要尺寸之一,在生产过程中必须严格控制。本文主要探讨了二冲程气缸内径尺寸在批量生产过程中如何进行控制。
1 二冲程发动机气缸
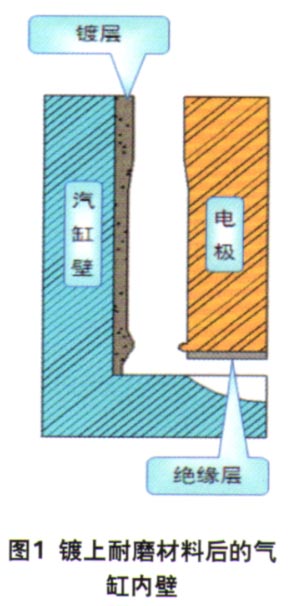
为了轻量化和灵活配置,小型二冲程发动机气缸都是采用铝合金制成,但铝合金强度不高。而发动机运行是靠燃烧汽油产生的能量使活塞上下运动,对气缸内壁造成磨损。为了延长气缸的寿命,一般气缸内壁会镀上一层耐磨材料。
气缸压铸成型后,会使用CNC(电脑锣)加工内壁,尺寸可以控制得很好。但镀上了耐磨材料后,气缸的内壁会变得很不均匀(图1),所以在工厂内会进行珩磨加工,把表面不平整的毛刺菱角磨掉,以达到标准。
2 测量方法探讨
测量缸径的方法很多,如何选择合理便捷且精度又能达到要求的测量方式非常关键。在实践过程中,笔者尝试了以下几个方法。
2.1缸径表测盘
缸径表(图2)测量法是测量内径的最原始方法之一,其优点在于使用方法简单,操作人员无需培训,会读千分表即可。但缺点也比较明显,测量的位置单一,不能同时测量多个位置,取点困难,很难做到每个气缸、每次测量都能选取在同一位置上。所以缸径表的测量适用于品质异常调查使用,不适合批量生产使用。

2.2圆度仪测且
圆度仪是利用回转轴法测量圆长度的测量工具。其优点是利用传感器将测量位置圆截面整个画出,可以很好的看出测量位置的情况,可同时测量多个位置,通过电脑计算还可以测量出圆度、圆柱度等,功能比较强大。但仪器对环境和气缸的清洁度要求都比较高。珩磨加工需灌注大量切削液,生产完成后气缸必须清洗烘干才能测量。另外,要把表面形状画出,测量速度不能太快,因此测量效率较低,也不利于缸体大批量生产的全检质量监控。
2.3三坐标测最
与圆度仪一样,三坐标是属于高精度且功能强大的测量仪器,它可以根据不同的要求,设定不同的测量方案。根据不同的气缸要求,预先设定好程序,只要把气缸按要求放置,便可以根据设定程序进行测量,精度相对较高。但测量效率相对较慢,而且机器比较精密,测量人员需要经过专业培训。仪器对环境的要求也比较高,需要在密封空间内进行,所以也不太适合批量生产控制使用,但作为QC抽检和调查测量使用比较适合。
2.4气动量仪测量
气动量仪(图3)本身具备很多优点,所以在机械制造行业得到了广泛的应用。其结构简单、操作简便,适合大批量生产测量,而且反应速度快,测头与工件之间没有接触,减少测量力的影响。可与不同类型的测量头配合,完成机械加工中的多种测量,如长度、内径、外径、直线度和垂直度等。另外对使用环境要求较低,只要有清洁干净的气源就可以。

通过以上几种方法对比,在快速批量生产过程中,利用气动量仪来控制气缸的内径,是一种能够平衡质量和效率的方法。





