����һ���£�Ϋ����װ�䳣�����ݽ���
����һ���£���ͥ���¯ͨ���������ʾ���D�D�������а���ʧ��
ע�⣺������˨ֻ����ʹ��һ�Σ������ж��һ�ξͱ��������
�����������װ�������ͼ2-5��ʾ��
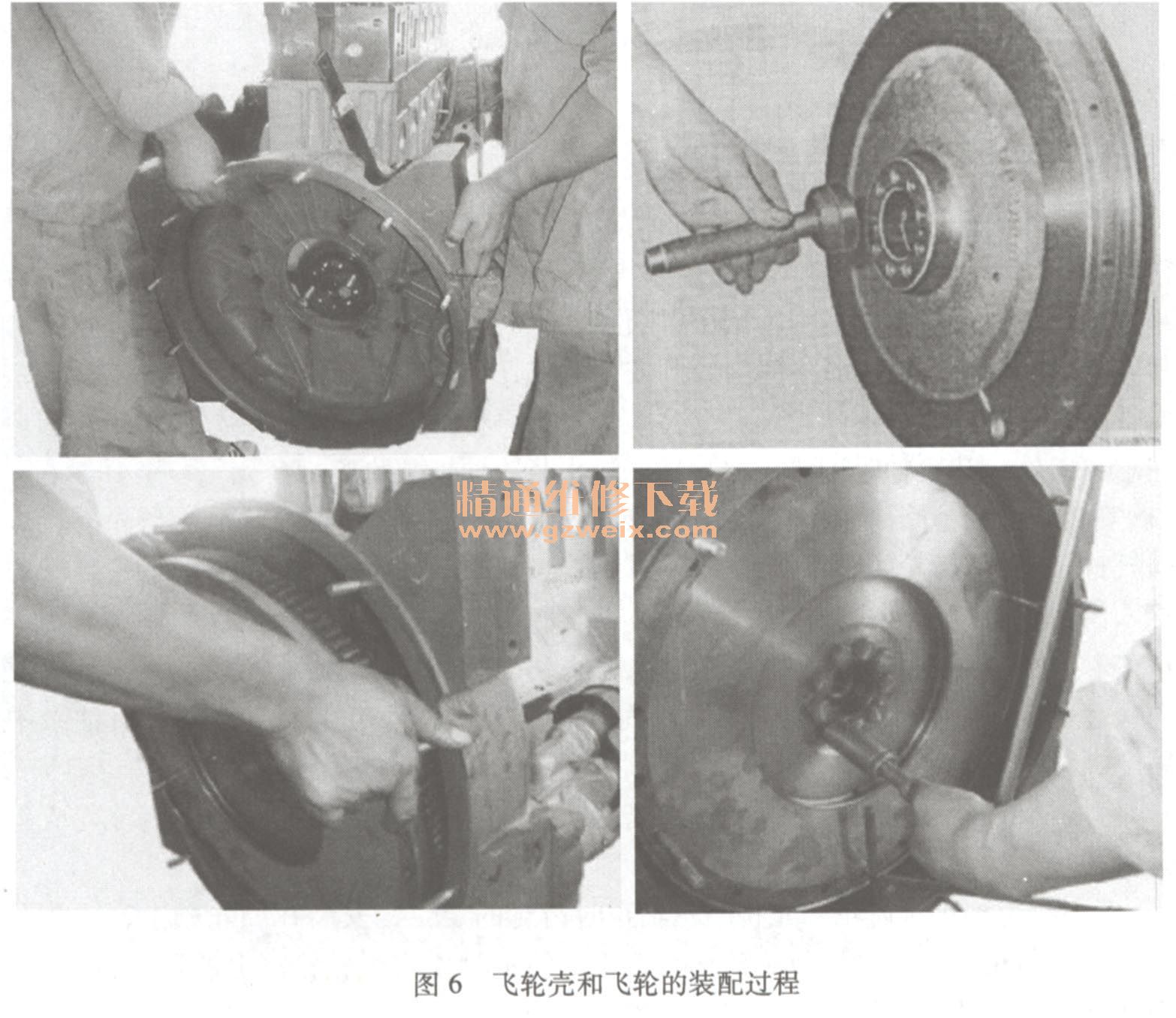
������װ���ֿǺͷ���
1����װ���ֿǡ���13�����ֿǹ̶���˨Ϳ����̩���Ʒ��ɽ������ֿ����������Ϳ����̩�ܷ⽺��ʹ���ֿǶ�λ������λ�����ѷ��ֿ�װ�������ϣ���40N·m��š�����ؽ���˨Ԥ����Ȼ��������˨�Գ���ת120°±5°��ʹ��˨����š�����شﵽ110��140N·m���Դﲻ��š������Ҫ�����˨Ӧ���Ը��������ֿǹ̶���˨�����ظ�ʹ�����Ρ�
2����װ���֡��Ƚ�����������ж�λ��Ȧװ����ֶ�λ���У��ٰ����װ���������ǰ�ˣ��ٽ����̶ֹ���˨Ϳ����̩���Ʒ��ɽ��������ϵĶ�λ�����붨λ���������ѷ���װ�������ϣ�������˨�������ζԳ�š����
��һ�Σ���60N·m��š�����ذ��ԳƵ�˳��Ԥ����
�ڶ��Σ����ԳƵ�˳��ÿ����˨��ת90°±5°��
�����Σ����ԳƵ�˳���ٽ�ÿ����˨��ת90°±5°
ÿ����˨������š������Ӧ�ﵽ230��280N·m���Դﲻ��Ҫ�����˨Ӧ���Ը��������̶ֹ���˨�����ظ�ʹ�����Ρ�ת�����ּ�飬Ӧ��������
���ֿǺͷ��ֵ�װ�������ͼ6��ʾ��
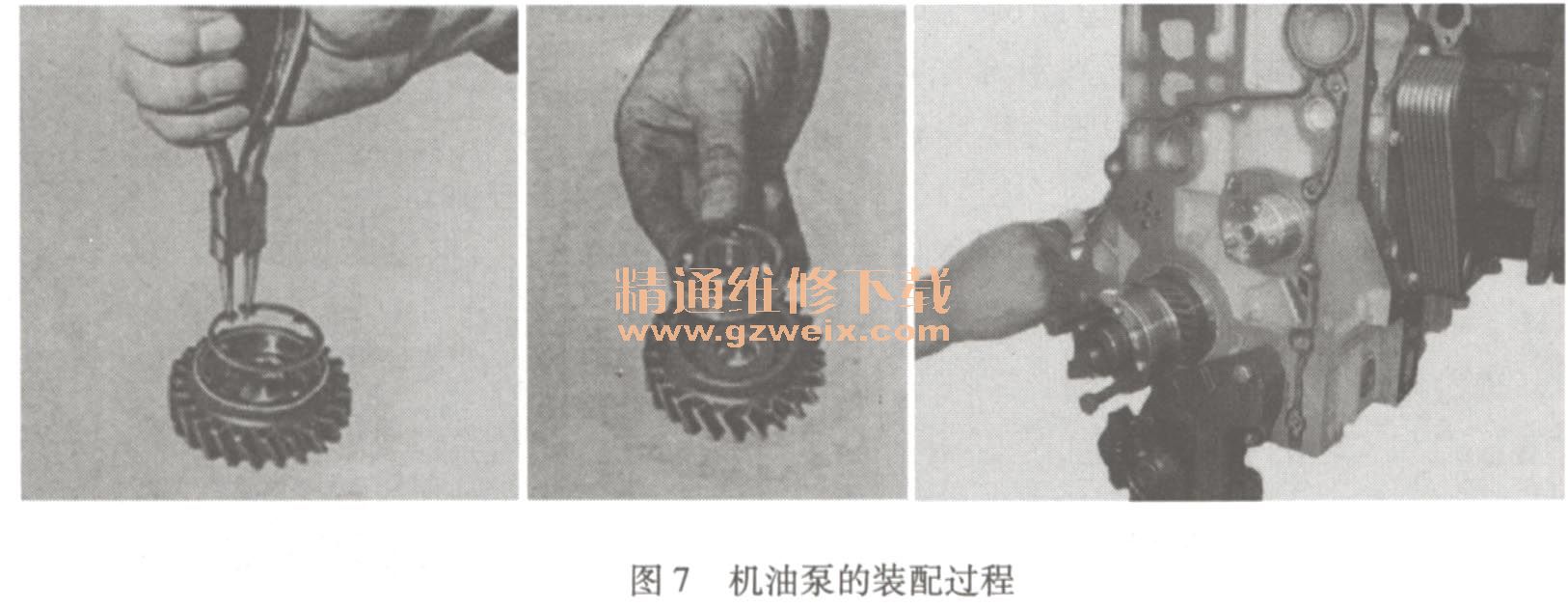
�ߡ���װ���ͱ�
1����װ���ͱ��м���������
2�����������ɾ����ͱ������ǰ����Ľ���棬����ܷ��Ƭװ�ϻ��ͱã�������ͱ������������̶���˨Ϳ�Ϸ��ɽ���Ȼ��š����ת�����ͱó��֣������ͱ��Ƿ�ת��������������
���ͱõ�װ�������ͼ7��ʾ��
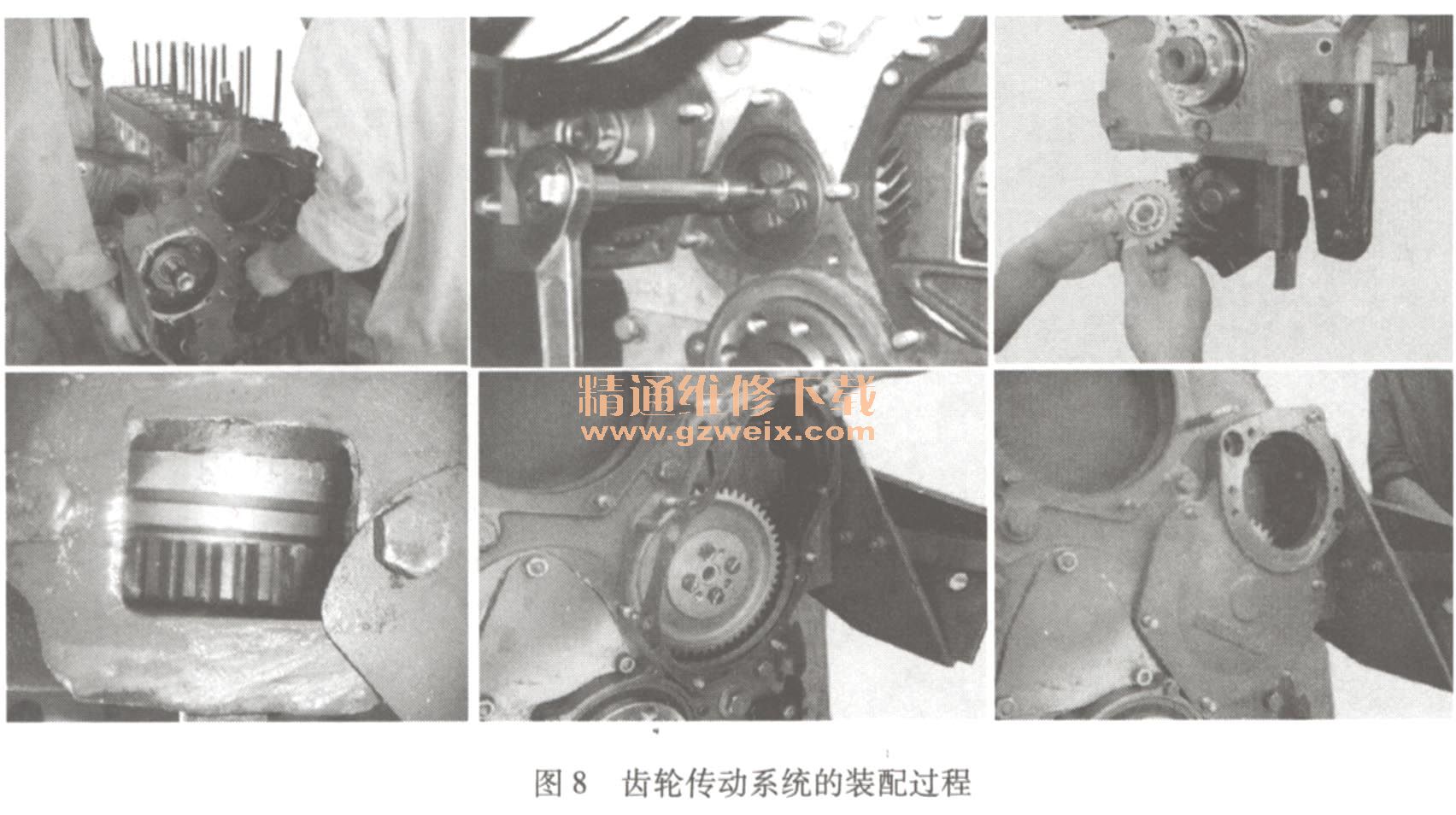
�ˡ����ִ���ϵͳ��װ��
1����ĥʯ��ĥ�����Һ�����������ǰ���棬����ë�̲����øɾ����ڽ������ͿĨ��̩�ܷ⽺������ʱ�����������������ӣ��̶���˨�������ݿ��ϡ�
2����װ��ʱ�м���֡�������ᶨλ�壬���������������ƣ�����ʱ�м���������������ִ���װ����ʱ�м���ֵİ�װλ�ã�����ʱ�м���ֵ���п�������ҡ�������������������ʱ�м�������״�����ף��ٽ�����������װ������λ�塣
ע�⣺����������ʱ��Ҫ�������ͣ���ֹ�����ᾱ������ס�
3����װ���ͱ��м���֡������ͱ��м�������װ����ʱ�������У�������̨���һ�泯�������壩��ʹ���ֵ���п�������ҡ���������������Ȼ��Ѵ����ܷ�Ȧ�ij������״���������������������С�
4����װ�̶���˨������ʱ�м���֡����ͱ��м���̶ֹ���˨Ϳ����̩���Ʒ��ɽ����ֱ���������������塣��ʱ�м���̶ֹ���˨��š������Ϊ180N·m�����ͱ��м���ֵĹ̶���˨��š������Ϊ60N·m����������ܱߵĹ̶���˨š����
5��������������ҡ��һ����ֹ��λ�ã�ʹ�����ϵ���ֹ����“OT”����ֿ��ϵĿ��߱�Ƕ��롣
6����װ������ʱ���֡��Ƚ�������ʱ���ֵĶ�λ����װ�������ϣ��ٽ�������ʱ����װ�������ϣ���ʹ������ʱ�����ϵ���ʱ������������ϵ���ʱ���ߣ�OT���ߣ����������4���̶��ݶ�Ϳ����̩���Ʒ��ɽ�����32N·m������š������������ָǵ�Ƭ��װ�ϣ�������ĸš����
���ִ���ϵͳ��װ�������ͼ8��ʾ��