����һ���£�Ϋ����װ�䳣�����ݽ���
����һ���£���ͥ���¯ͨ���������ʾ���D�D�������а���ʧ��
һ���������װ��
1����������װ��֮ǰ��Ӧ����������ϴ�ɾ����͵���ˮ��Ҫ��ר��ˢ����ϴ������ѹ���������ɣ������尲װ������������ף�Ӧ�ó��øɾ���
2����װ��������ˮ�ס����͵������͵���ͦ����ѹ��������������������Ϳ�ܷ⽺������ģ�����������ף�����ȥ���������ܷ⽺����������������0.20��0. 40mm��
3������ѹ�����ͽ���������ĸ�����ܷ�桢Ϳ�����ƽ���š�������������͵��ݿ��ڣ���š����
4����װ������ȴ������ĥʯ��ĥ��������ȴ��о��ϵĽ������Ϳ�ƽ�棬װ����ȴ��о����õ�Ƭװ����ȴ���ǣ�װ�ϻ�����ȴ����ȫ������š����
5����װ������ȴ�����졣��������ȴ������Ķ�λ��������ȴ��������ϼ��ڣ��ÿ�����˨���ϵ�Ƭ�ѻ�����ȴ������װ�ڸ���ĸ��͵��ϡ�
6���������͵����������ܷ�Ȧ��װ�ڶ�����������м���͵����ڡ�
���������װ��
1����������ϴ�ɾ����͵�Ҫ��ר��ˢ����ϴ��������6�����͵���ͷ���������ڿ�Բ�ܴ���ȱ�ڣ��Է��ɶ���
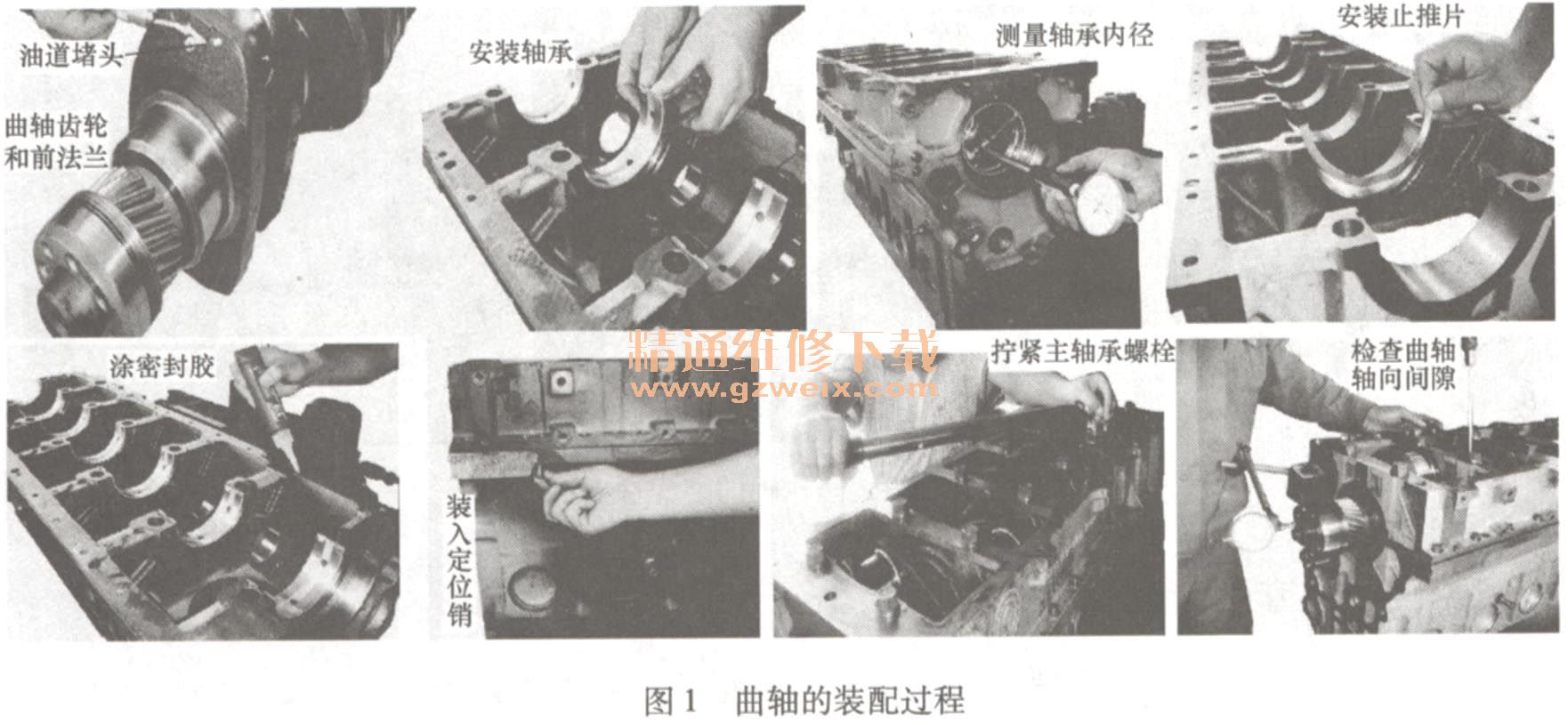
2����װ������ֺ�ǰ��������������ּ��ȵ�180 �棬������װ�������ϣ�������ǰ�������ȵ�290�棬��װ�������ϣ�������ֺ�ǰ����һ��Ҫ��װ��λ��
3��ѡ������С��ò����øɾ��ߵ���������ף�����������Ϳ��Ͳ۵���Ƭװ�ڸ����ϣ�û���Ϳ��Ͳ۵���Ƭװ���������ϣ��������������ۺ���һ����250N·m�����ؽ��������˨š�������ھ�ǧ�ֱ�������������ھ����⾶ǧ�ֿ��߲����������ᾱ��ʹѡ�����������ᾱ����ϼ�϶��0.095��0. 163 mm��Χ֮�ڡ�Ȼ��������Ӹ����ϲ��¡�
4����װֹ��Ƭ����ֹ��ƬͿ����֬�����Ͳ۵�һ�泯�⣬�ֱ�װ�ڵڶ�����������
�����ߣ�������λ���װ�ڸ����ϣ�����λ���װ���������ϣ���
5��������к��������ᾱ��Ϳ�����ͣ�������С��װ�������塣
6����ĥʯ��ĥ���塢�����������ϵ�ë�̣������øɾ������������ۣ���Ϳ���ܷ⽺��Ϳ��ʱҪ���ȡ�����ϣ�������״��
7���������������ۺ���һ��װ�붨λ�������������ڶ�λ������Χ���ȵش�������ȱ�ڣ��Է��ɶ���
8�����������ᾱ��ͿЩ�����ͣ����ͷ��������Ϳ�ܷ⽺����ר�ù��߽��ͷ�ѹ�롣
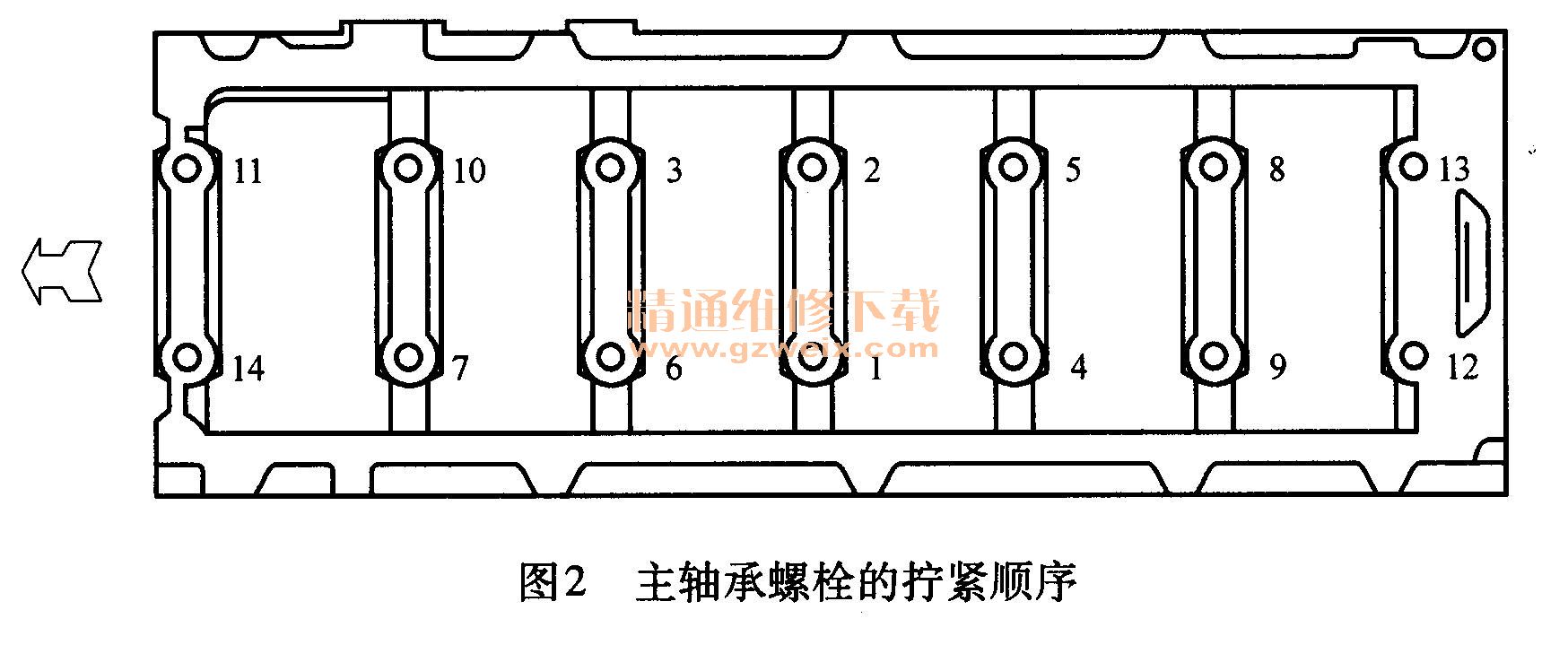
9����14���������˨�����Ʋ�λպЩ���ͷֱ�������˨���ڣ����涨��˳�������š����
��һ�Σ���30N·m������š����
�ڶ��Σ���80N·m������š����
�����Σ���250 ��275 N·m������š����
10��װ��24��������˨����š�����������������϶Ӧ��0.102��0. 305 mm�ķ�Χ�ڣ�����װ�ú���˫����ס���ᷨ��ת�����ᣬ��������Ϊ��װ��������Ҫ��
�����װ�������ͼ1��ʾ���������˨��š��˳����ͼ2��ʾ��
���������װ��
1�������������ò����øɾ������������ھ�������⾶�����������Ĺ�ӯ��ӦΪ��0.057����0. 107mm��
2����������װ�װ��ר�ó��װ�װ���ϣ�ʹ�����Ϳ�������ϵ��͵����������ﵽ����һ������װ�������ڣ�ע��������Ƿ�װ�ι̣��Ϳ����͵����Ƿ������
3���������������ھ��Ͷ�Ӧ�������⾶����龶���϶�Ƿ���0.04��0. 12mm�ķ�Χ֮�ڡ�
4����������ᾱͿ�ϻ��ͣ�������ƽ����������ף�ת������Ӧ��������
5��װ������ֹ��Ƭ��������˨š�����������������϶Ӧ��0.1��0. 4mm�ķ�Χ֮�ڡ�
�����װ�������ͼ3��ʾ��

�ġ�������װ��
1��������˫ͷ����������һ��Ϳ����̩���Ʒ��ɽ�����50N·m������š����壬˫ͷ����Ӧ�߳���������ƽ�棨180±3��mm��
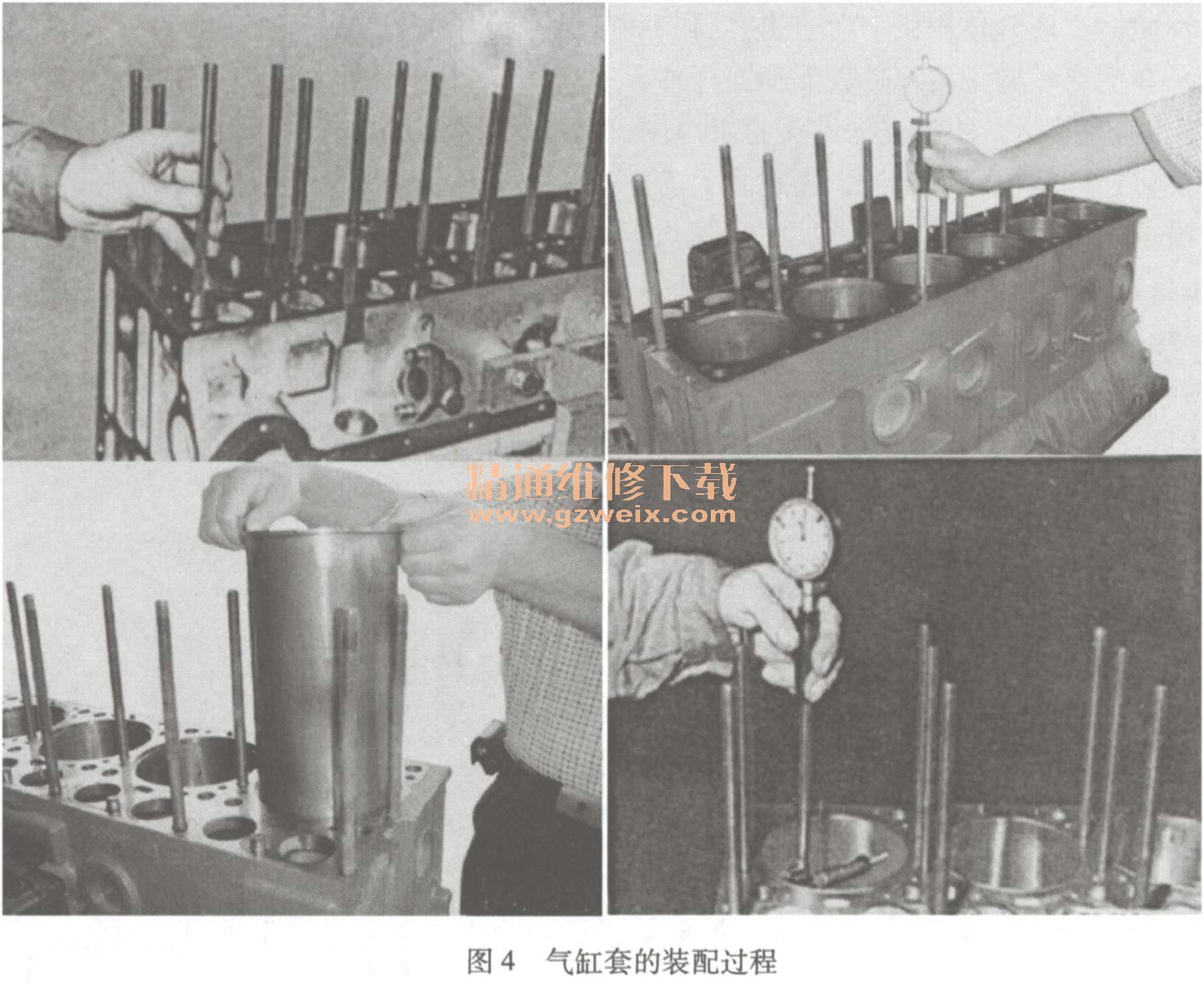
2����������ϩ��ϴ����ϴ�����ס������׳п����׳п�ֹ�ڣ����������׳п��ھ����������⾶��ʹ��������п���ϼ�϶�ڣ�0.01��0. 033 mm�ķ�Χ֮�ڡ�
3���������������ͿĨһ�����Կ�ۣ����ֻ�ר�ù�������������ѹ�������׳пס�
4������ѹ������ʱ������ǿ��ѹ�룬�Է������ױ��λ����ѡ�������ѹ���������Ӧ�߳���������ƽ��0.05��0.10mm��Բ�����ӦС��0. 04mm��
����װ�������ͼ4��ʾ��