・上一文章:检查及排除车用柴油机故障
・下一文章:检修重卡变速器异响故障
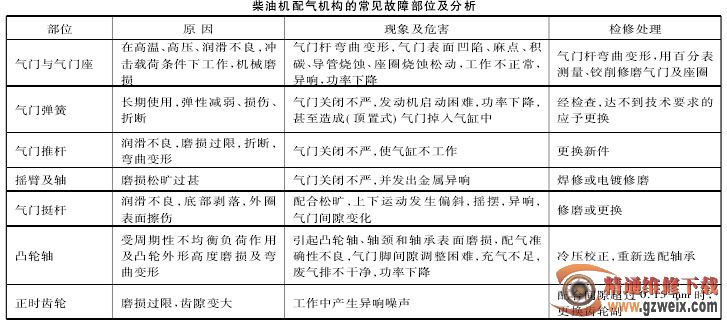
1. 柴油机配气机构的常见故障部位及分析
柴油机配气机构的常见故障部位及分析见下表。
2. 柴油机配气机构的气门烧蚀
柴油机气门烧蚀故障的现象、原因和排除方法如下: 当某缸气门烧蚀后,可明显地发现该缸的压力降低,柴油机功率下降。柴油机工作时可听到进气歧管发出“喔喔”声音,在消声器外可以听到“突突”声。原因是气门接触面部分积碳,导致散热不良。气门间隙过小或没有间隙,导致气门关闭不严,在高温高压作用下烧蚀。排除方法: 清除气门积碳,然后正确调整气门间隙。例如康明斯 B 系列和 C 系列柴油机的气门间隙,分别为( 冷态) 进气门0. 25 mm和0. 30 mm,排气门0. 50 mm ~ 0. 61 mm。进行气门间隙检查和调整时要先对准 I 缸( 或Ⅵ缸) 爆发上止点( 压住柴油机的正时销,缓慢转动曲轴,当正时销进入凸轮轴齿轮的孔中时,即为 I 缸的爆发上止点。若要找Ⅵ缸爆发上止点,则将曲轴旋转 360°即可) ,然后将所调整气门摇臂上的调整螺栓的锁紧螺母松开,旋松调整螺栓,在气门尾部与摇臂间插入规定厚度的厚薄规,拧进调整螺栓,使摇臂轻轻压住厚薄规,固定调整螺栓的位置,拧紧锁紧螺母即可。
N 系 列 柴 油 机的 气 门 间 隙 为 ( 冷 态) 进 气 门0. 28 mm,排气门0. 58 mm。调整时一般与喷油器柱塞升程的调整同时进行。调整方法为: 顺着柴油机旋转方向转动曲轴,同时查看附件传动胶带轮上的标记( A、B、C 点) 与齿轮室盖上的箭头是否对准。若 A 点与箭头对准,可调整Ⅱ缸或 V 缸的气门,若Ⅱ缸的进、排气门均处于关闭状态,则该缸进、排气门均可调; 旋转曲轴一圈,可调整 V 缸的进、排气门。依次类推,B 点对准时可调Ⅲ缸或Ⅳ缸的气门; C 点对准时可调 I 缸或Ⅵ缸的气门。
3. 柴油机的气门座圈松脱和气门弹簧折断
( 1) 气门座圈松脱。气门座圈松脱故障的现象、原因和排除方法如下: 柴油机工作时,从气缸盖处发出较大的“嚓嚓”的破碎声,随转速变化,时大时小。严重时,排气管有较大的敲鼓声。原因是气门座圈的材料和加工精度不合要求,与气缸盖配合过盈量不够。排除方法: 更换气门座圈时,应选择质量和尺寸符合规定的零件: 安装时,先拆掉旧座圈,然后要对座圈孔进行检查,是否有凸起,若有,应先修平。新座圈安装时,一定要到位。气门装入后,还应检查气门的沉降量。B 系列柴油机进、排气门的沉降量为0. 99 ~1. 52 mm; C 系列柴油机进气门的沉降量为0. 59 ~ 1. 12 mm,排 气 门 的 沉 降 量 为 1. 109 ~1. 62 mm。
( 2) 气门弹簧折断。气门弹簧折断故障的现象、原因和排除方法如下: 柴油机工作无力,怠速转动时,发出“喀哒、喀哒”的敲击声。在气缸盖处发出“铛铛”敲击声。原因是气门弹簧没有按规定工艺安装。工作频率较大加之交变载荷作用,共振折断。排除方法: 更换符合技术规范的气门弹簧,并做必要的技术检查。





