・上一文章:双离合器自动变速器换档过程分析
・下一文章:玉米收获机剥皮辊直齿锥齿轮断齿原因失效分析
2.2磁粉探伤
这种检测方式在实际生产中被广泛应用,是无损探伤的一种。主要用来检测工件表面是否存在裂纹。检测时,被检工件必须先被磁化,然后将带有铁粉并含有色素的悬浮溶液浇注在被测工件表面。如有裂纹存在,由于在裂纹处的漏磁场存在,那么一定浓度的铁粉就会填充到开口的裂纹中去,于是裂纹便可以在荧光灯下被看到,如图9所示。

磁粉探伤只能用于证明在轴承套圈表面存在开口的裂纹,无法用来验证是否存在内应力、磨削表面是否被回火或者是淬火等。
2.3涡流探伤
这也是一种无损检测。其原理:测量是基于金属微观结构的变化所引起的传导率变化来进行检测的,原理如图10所示。当将一个通入交流电的线圈放在一块金属导体附近时,由于线圈产生交变的磁场,从而使金属导体表面形成一环形电流,即涡流。导体中的涡流也会产生自己的磁场并反作用于线圈,进而导致线圈电压和阻抗的改变。

当轴承套圈表面或近表面出现缺陷时,将影响到涡流的强度和分布,涡流的变化又引起检测线圈电压和阻抗的变化,根据这一变化,就可以间接知道缺陷的存在。这种检测方式也可以对前述的四类烧伤进行检测,并且不破坏原始样件的应力状态。
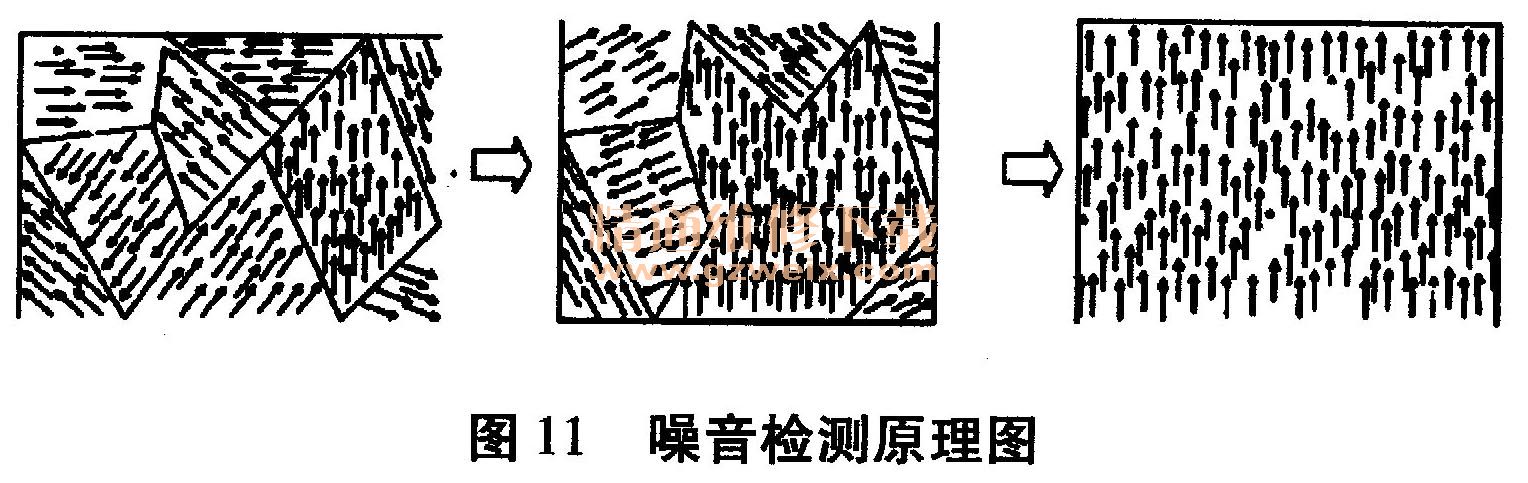
2.4 Barkhausen噪音检测
这也是一种无损检测。其检测原理是:任何铁磁性材料都是由一个个类似于独立的条形磁铁的小的磁性区域组成的,这些区域被称作磁畴;每个磁畴之间都会被称为畴壁的边界区区分开。而外加的磁场会引起这些畴壁的前后运动;当畴壁运动而产生的电脉冲被叠加到一起时,便会产生一种类似噪音的信号,这就是Barkhausen噪音(如图11所示)。
如果零件表面存在磨削烧伤,将会依据噪音的异常而被检测出来。
在实际的使用中,这种检测方式有一定的局限性,首先,这种检测方式会影响零件表面的应力状态。经检测之后的零件,其表面原始的应力状态将发生改变,将无法根据应力状态来复核零件状态。其次,当需要检测烧伤裂纹时,只有当裂纹的周围存在回火或者淬火区域时,才可以被检测出。这种检测方式对前三种烧伤形式均可以方便的进行检测。
3 结论
综上所述,轴承套圈的磨削烧伤有不同的形式,在实际的生产加工过程中,应该根据实际情况来选择合适的测量手段来进行烧伤检测。具体可以参照表1来进行选择。






