・上一文章:日产骊威轿车水温故障报警
・下一文章:进口速度对汽车空调冷凝器翅片换热性能影响分析
摘要:梯形螺纹广泛用于传动,一般对梯形螺纹的加工精度要求较高,因为其加工精度直接影响其传动精度。在车床上加工梯形螺纹的方法较多,根据所用刀具的不同,螺纹加工精度的不同,加工批量的不同,采用不同的加工方法。
0 引言
梯形螺纹广泛用于传动,如车床的长丝杠、中小滑板的丝杠、尾座里的丝杠。一般对梯形螺纹的加工精度要求较高,因为其加工精度直接影响其传动精度。在车床上加工梯形螺纹的方法较多,主要根据所用刀具的不同,螺纹加工精度的不同,加工批量的不同,采用不同的加工方法。
1 低速车削梯形螺纹
低速车削梯形螺纹一般采用高速钢车刀,车出的螺纹无论是螺纹牙型,还是表面粗糙度、精度都较高,但生产效率较低。低速车削螺纹也是初学者首先学习的方法。根据螺纹螺距的不同,还应选择不同的进刀方法。
1.1左右切削法
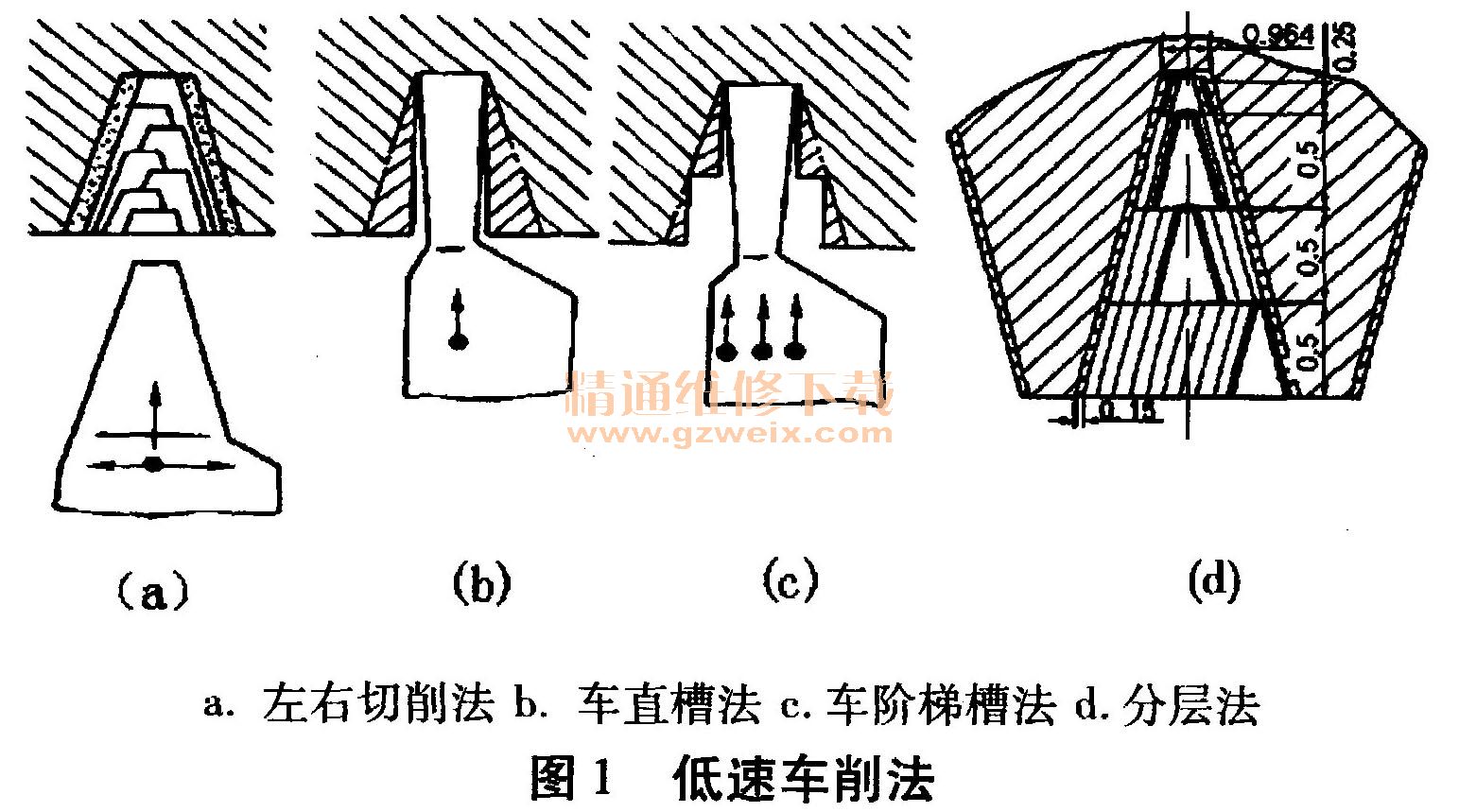
当螺纹螺距P≤8 mm,可采用左右切削法的进刀方式(如图1中的a示图)。左右切削法就是在车刀每次横向进刀时,都必须把车刀向左或向右做微量的移动,即所谓的借刀。这种切削方法避免了梯形螺纹车刀三个切削刃同时吃刀,可以防止三刃吃刀引起的振动和扎刀现象,但这种方法操作起来不方便,尤其对初学者来说不易掌握,需要反复操作练习实践。
1.2车直槽法
当梯形螺纹的螺距P≤8 mm时,还可采用车直槽法。车直槽法只能在粗车时使用。车削时,可先用主切削刃略小于牙槽底宽的矩形螺纹车刀采用直进法车出螺旋槽,直至车至螺纹底径(如图1中的b示图)。由于矩形螺纹车刀两侧切削刃都带有副偏角,车削时只有主切削刃参加工作,因此,车削省力,不易出现振动和扎刀现象,而且车削时不用借刀,操作较简单易掌握。精车时,再用梯形螺纹精车刀精车螺纹牙型两侧。
1.3车阶梯槽法
当梯形螺纹螺距P≥ 8 mm时,可采用车阶梯槽法。这是由于螺纹的螺距较大,螺纹的牙型高度增大,如仍采用车直槽法,所用的矩形螺纹车刀刀头的伸长量增加,刀头的刚度下降;车削时,牙槽较深,排屑不畅,极易发生刀头折断的现象,所以应将车直槽改为车阶梯槽。车削阶梯槽,采用两把矩形螺纹车刀。先用主切削刃宽度小的矩形螺纹车刀将槽深车至近螺纹的中径处,再用主切削刃宽度略小于牙槽底宽W的矩形螺纹车刀将牙槽车至近螺纹的底径,这样就车出了一个阶梯槽(如图1中的c示图)。精车时,用梯形螺纹精车刀精车螺纹牙型两侧。对于更大螺距的螺纹,粗车时甚至可以车出多阶梯的螺旋槽。此法车削时排屑较为顺畅,操作也不复杂,但要严格计算并控制好第一把、第二把矩形螺纹车刀的横向进刀量,否则极易造成废品。
1.4分层法
分层法车削梯形螺纹是近些年比较流行的一种车削方法,它实际就是直进法和左右切削法的综合运用。在车削螺距较大的梯形螺纹时,分层法不是一次将梯形槽车削出来,而是将牙槽分成若干层,也就是把一个较深的梯形槽分成若干个较浅的梯形槽来进行车削,从而降低了车削难度。每层切削先采用直进法后采用左右切削法的方式进行车削(如图1中的d示图)。由于左右切削时的槽深不变,刀具只须向左或向右借刀即可。这种方法操作简单,易掌握。
2 高速车削梯形螺纹
高速车削梯形螺纹使用的是硬质合金车刀,这种车削方法效率较高也被广泛应用,但是高速车削螺纹,螺纹的牙型角会放大,螺纹的顶径也会向牙顶挤,螺纹的顶径尺寸会发生很大的变化,对于精度要求高的梯形螺纹,高速车削作为粗车为好。在刃磨螺纹车刀时,车刀的刀尖角应小于螺纹的牙型角30',车螺纹前,母体的尺寸要考虑到高速车削后螺纹尺寸的变化,提前做到修正。
2.1直进法
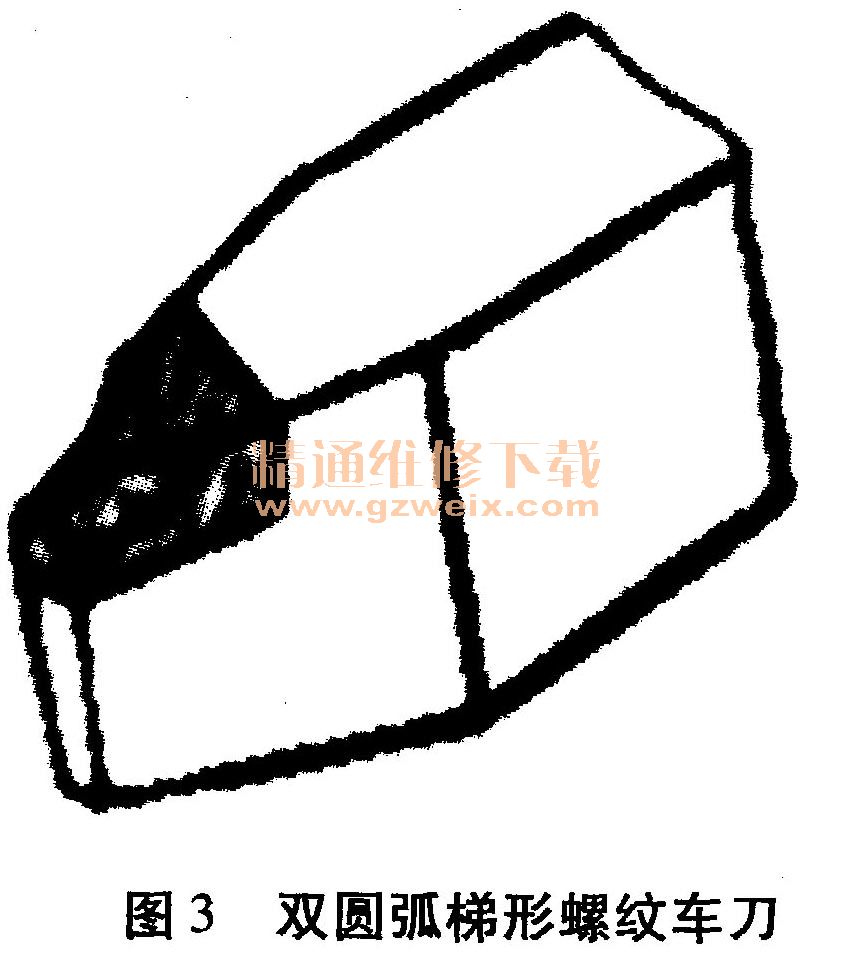
高速车削螺纹为防止切屑拉毛牙侧,不宜采用左右切削法。当螺纹的螺距P≤ 8 mm时,可用硬质合金梯形螺纹车刀采用直进法车削螺纹(如图2示图)。车削时,由于三个切削刃同时切削,而且切削速度快,产生的切削力非常大,易产生切削振动。当车刀前刀面为平面时,切屑呈带状排出,操作很不安全。为此,可将车刀前刀面磨出两个圆弧,切屑变成两个小球顺利排出,提高了安全性,但螺纹的牙型更不精确了,所以只适合粗车,最后还得用精车刀精车(如图3)。

2.2车直槽法和车阶梯槽法
当螺距P≥8 mm,为避免振动,可用硬质合金直槽刀,采用车直槽法和车阶梯槽法进行粗车,操作方法与低速车削时车直槽和阶梯槽的方法一样,最后用螺纹精车刀精车。
3 旋风切削螺纹
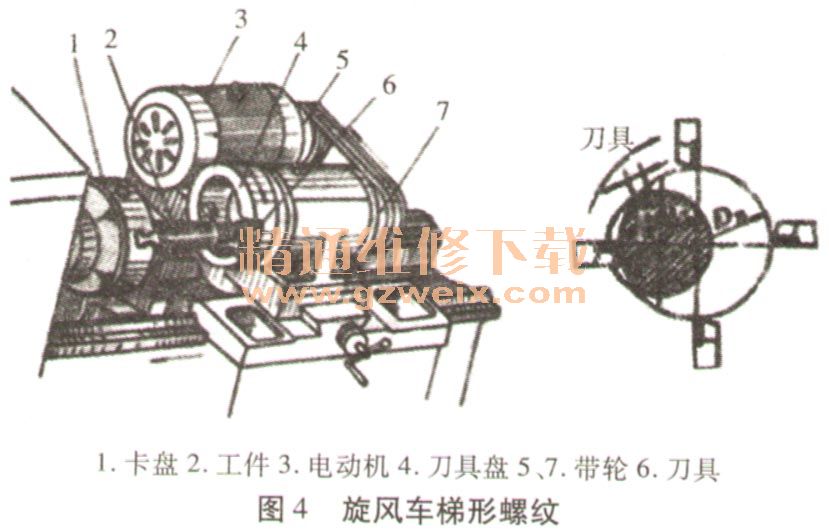
旋风切削螺纹需在车床上安装旋风切削装置。(如图4)刀具盘4由电动机3带动,带轮5、7经V带传动,刀具6随刀具盘高速旋转,形成切削主运动。工件2夹持在卡盘1中,作低速相反的旋转,形成切削过程中的圆周进给运动。刀具盘轴线与工件轴线偏一个距离(见图4),刀具盘每转一转,每把车刀在工件上车削去一块金属(类似铣削)。同时,床鞍与刀具盘在车床丝杠的带动下作直线运动,在工件上形成螺纹,这样能在一次进给中将螺纹切削成形,生产效率很高。
旋风切削螺纹,由于刀头断续对工件进行切削,加工的螺纹形状精度较差;且要求的工件转速很低,一般卧式车床的主轴最低转速不能满足要求,因此,必须进行改装,以降低主轴转速;最后,必须设计制造一套旋风切削装置,并对车床进行改造,因此,此法适用于大批量的生产。
梯形螺纹的加工方法,进刀方式各有特点,我们应根据工件加工精度的不同,批量的大小和所具备的加工条件,选择最适合的加工方法,高效高质地完成梯形螺纹的车削。





