・上一文章:太阳能循环加热系统的初步实现
・下一文章:豪沃ZZ1167型载重车全车车灯不亮
摘要:螺旋流道类零件在农用粉碎机、桔秆还田机等机械中大量应用,介绍了常用的螺旋流道零件的数控加工方法,实现加工过程的低成本、高效率,为广大农机朋友提供切实可行的方法。
0 引言
农业机械在现代农业生产中发挥着巨大的作用,承担了超过80%农业劳动量,是农业生产中不可缺少的重要生产工具。农机产品种类很多,但是很多农机产品生产粗糙,比如粉碎机、秸秆还田机等,这些机械在使用过程中承担工作的主要是其中的螺旋流道零件。普通设备加工螺旋槽需要进行传动比计算、配换齿轮,并且在有些情况下需要车床刀架扳转一定的螺旋角。
我国是世界最大的机械制造生产国,数控机床在今天使用非常广泛,螺旋流道零件用四轴数控加工中心加工能够极大地降低成本。
图1是零件的加工图,该零件在我厂生产时,产品的生产效率低下,一度成为困扰发展的一道难题,我们对加工工艺和加工过程进行了分析细化。
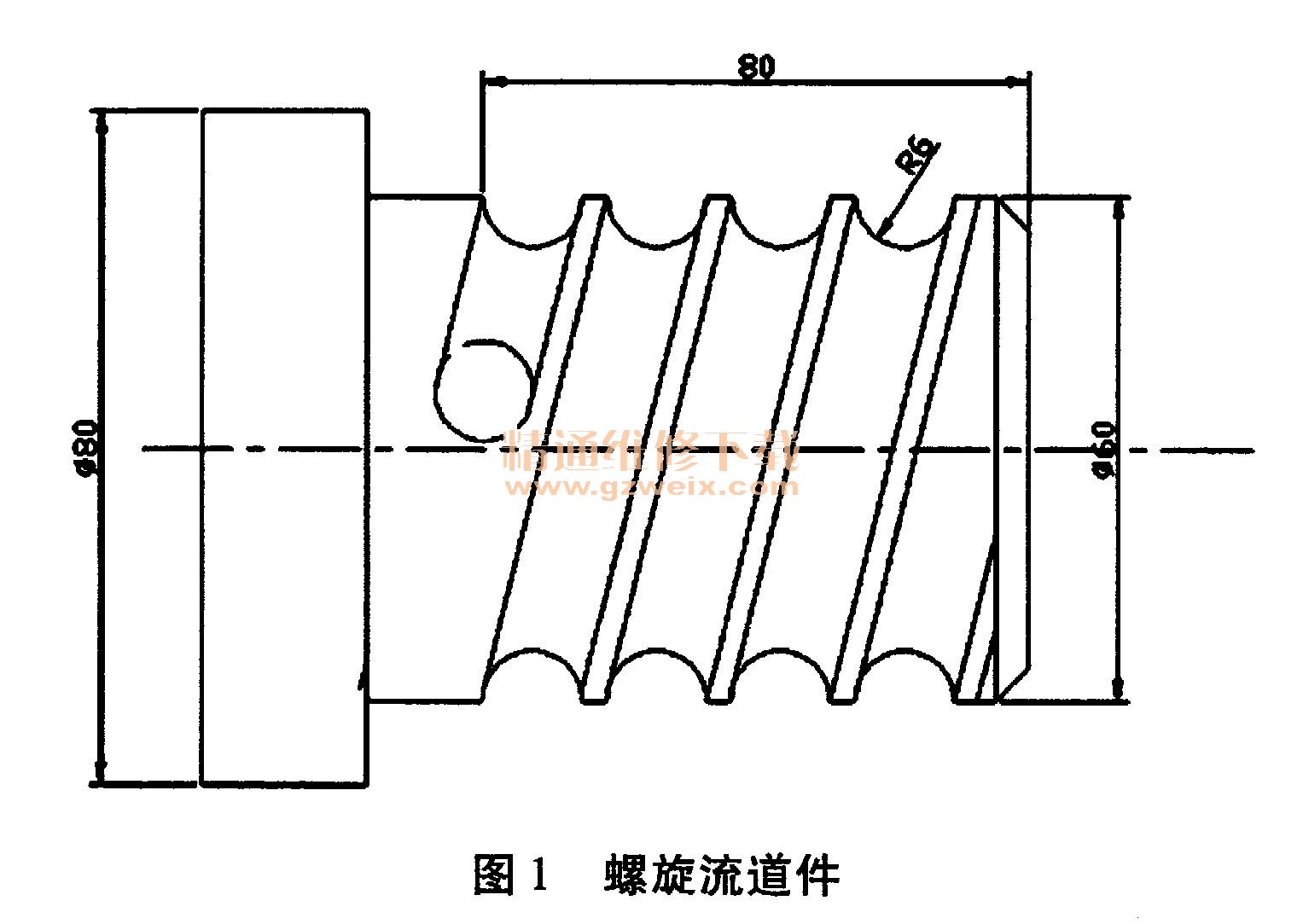
该零件为轴类零件,毛坯外形台阶圆尺寸均已加工,并符合图纸尺寸及表面粗糙度值的要求,材料为45#钢,按图样要求加工螺旋流道。
1 加工方法
零件的加工长度比较长,加工过程中采用一夹一顶装置,图示左端用三爪卡盘夹持,右端打预制孔用顶尖支顶,在加工过程中,使得工件装夹的更紧,防止细长工件飞出伤人;有利于保持同轴度,使得前后的跳动量不会太大。
图形中导流槽的半径为6 mm,槽底为球形,在加工过程中选用协2的高速钢球头铣刀进行粗加工,ψ12硬质合金球头铣刀精加工,球头刀具在加工过程中直接形成底面圆弧,提高加工效率。
加工过程中工件坐标系和图纸中的设计坐标系重合,可以减少加工误差,从图中我们可以看到工件的设计坐标系位于轴的右端,在加工的过程中选用右端作为工件坐标系,在实际加工过程中发现有些对刀点的位置不合适,使工件超差,采用试切法对刀,在加工中心上加工,Z值为刀尖碰到轴的上端面,上端面我们可以贴上一点纸,当刀具接近端面时纸就会旋转起来,我们很轻易找到了Z值输入机床,此点也是我们要找的X、Y值,此时,刀尖移动碰到右端面即为要输入的X、Y坐标系值(机床不同输入数值不同,机床为华中机床,在此位置输入X、Y值为当前机床坐标值),此零件的加工坐标系就设置好了,可以输入程序了。
此零件编程很多数控操作工多选用软件编程,觉得手工编程很复杂,其实这类零件用手工编程加工效率高,而且精度容易保证,因为当我们编程的时候通过测量调整刀偏更容易,可以反复试切。掌握住方法,就会发现编制一个程序的时间远远超过让电脑生成程序的时间。
该零件的螺旋线为4根,在80 mm的长度上旋转了360°,零件加工编程采用子程序嵌套法,简化程序,提高生产率。
华中数控四轴加工中心加工系统
01
%11
T1 M6(调用ψ2的高速钢球头铣刀粗加工)
G54G90
M3 S500
GO X15Y0z0(此时X值限制了安全距离,同时也能够使螺旋线的切入工件更加自然)
M98P10(调用10号子程序)
M98P20(调用20号子程序)
GOz100
12 M6(调用扒2硬质合金球头铣刀精加工)
GO X15YOZO
M98P10
M98P20
GO
M5
M30
%10(子程序)
G91G1z-6F100
G1 X-60A360
G0Z5
X15YO
A-360(刀具回到起点)
M99
%20(子程序、增量方式四等分加工螺旋流道)
G91 GOA90
M98P10
M99
从程序中看到利用G91增量和子程序的嵌套完成了螺旋件1的加工任务。整个程序内容并不多,A代表X轴转动,转动为3600。在加工的时候,X轴进行相应的旋转,度数越大螺旋线越长,根据需要进行相应的调整。
采用此程序加工此类零件,可以发现程序简单,同样的把第二个子程序中的A90替换为180,即可加工2线的螺旋流道,也就是n线螺旋流道,只需用360/n,在第二个子程序中输入相应的数值即可。如果单线的,第二个子程序就不需要。
2 尺寸精度控制
精度是一个产品灵魂,精度达不到产品就不能使用,而会导致生产的一系列浪费。农机产品零件虽然精度不高,但是也有精度的要求,在实际加工的过程中发现数控加工中心用铣刀加工的过程中,由于采用顺铣加工,刀具和工作台的进给方向一致,零件经常发生欠切,那么我们就不用留有加工余量(提高效率),直接欠切量就是加工余量,我们可以根据测量出的数值,和零件图的加工图纸比对,把差值除以2(保证精度),输入到刀偏位置,再进行加工即可得到合格的零件,这样可以提高加工的速度。
3结论
我国农机零件加工正在向“绿色、高效、低能耗、高质量”方向发展,使用数控机床加工是今后的发展方向,本例螺旋导流槽利用加工中心加工节省了人力、降低了加工成本,质量得到了有效保证。





