・上一文章:1100kV特高压户内直流场送风温度对户内温度场影响
・下一文章:电缆分接箱故障的原因分析
摘要:本文从陶瓷生产系统总体方案出发,扩充对设备生产漏粉所产生的余料回收控制系统方案设计;运用Modbus协议实现原PLC控制系统与扩充的余料回收PLC、变频器、触摸屏系统的通信,完成整个陶瓷生产线的设计,以满足企业需求。
1 设计要求
建筑陶瓷砖主要原料是自然界的硅酸盐矿物,如粘土、长石、石英等。这些硅酸盐矿物经配料一球磨一坯体浆料一浆料贮存一浆料过筛除铁一喷雾造粒一粉料检验一过筛除铁一粉料陈腐一压机布料一压机成形一干燥一釉线一窑炉烧成一磨边抛光做成成品。压机布料一压机成形间所产生的泥粉余料即陶瓷泥粉,是从压机布料装置上漏下来的面料,每天数十吨。该泥粉回收与生产成本密切相关,解决好陶瓷泥粉余料回收问题势在必行。
整条生产线已有完善的PLC控制系统。在不改变原有系统的前提下,在压机布料环节后加入余料回收控制系统,就需新建立一套(FX2N)PLC控制系统。两个系统间通过Modbus协议进行通信;用触摸屏替代原有控制按钮,触摸屏与主站通信连接,在触摸屏上能显示和设定电机频率,通过触摸屏所反馈的信息能监控生产情况;变频器与PLC通信采用485通信协议。
2 控制系统设计
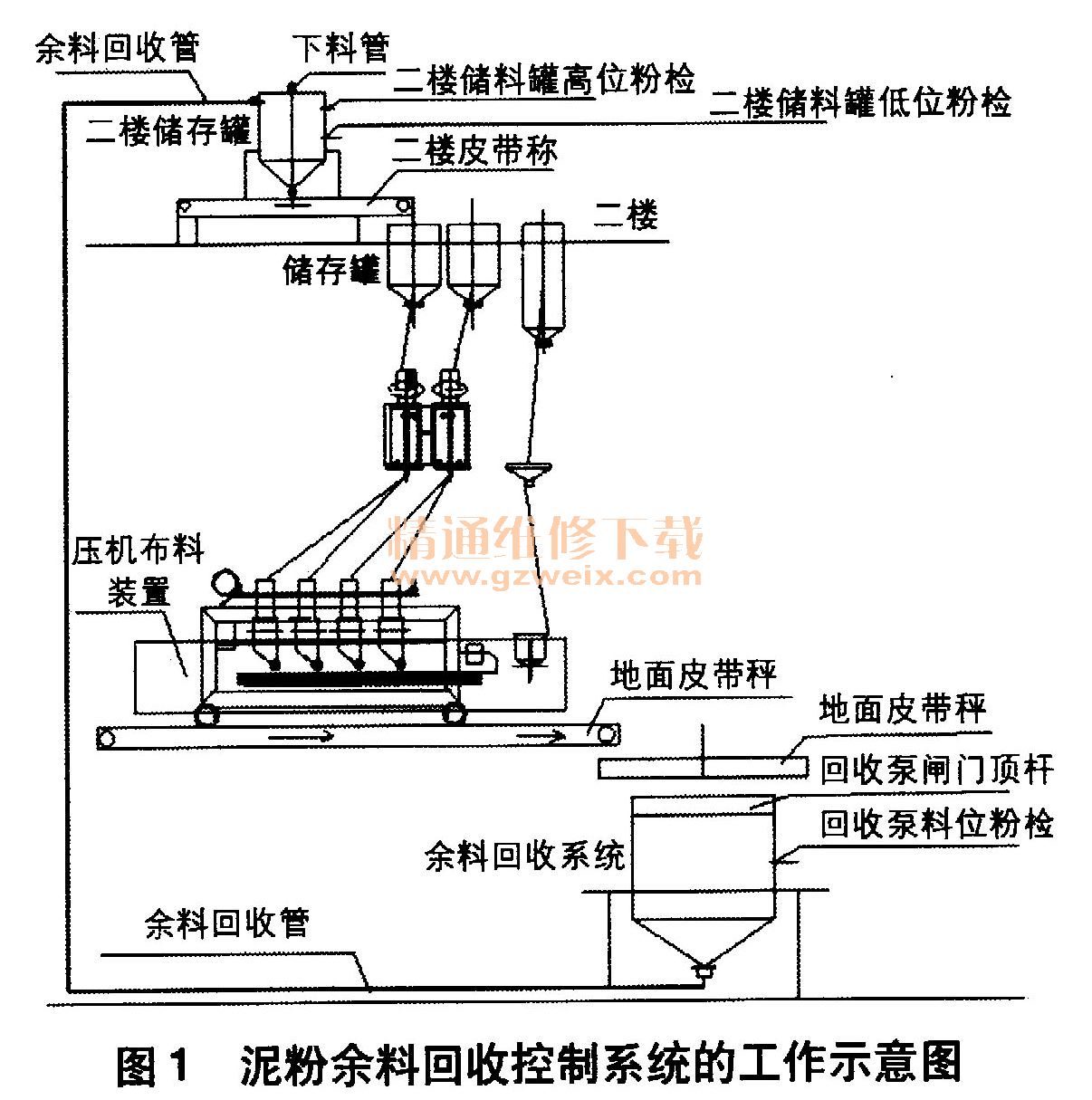
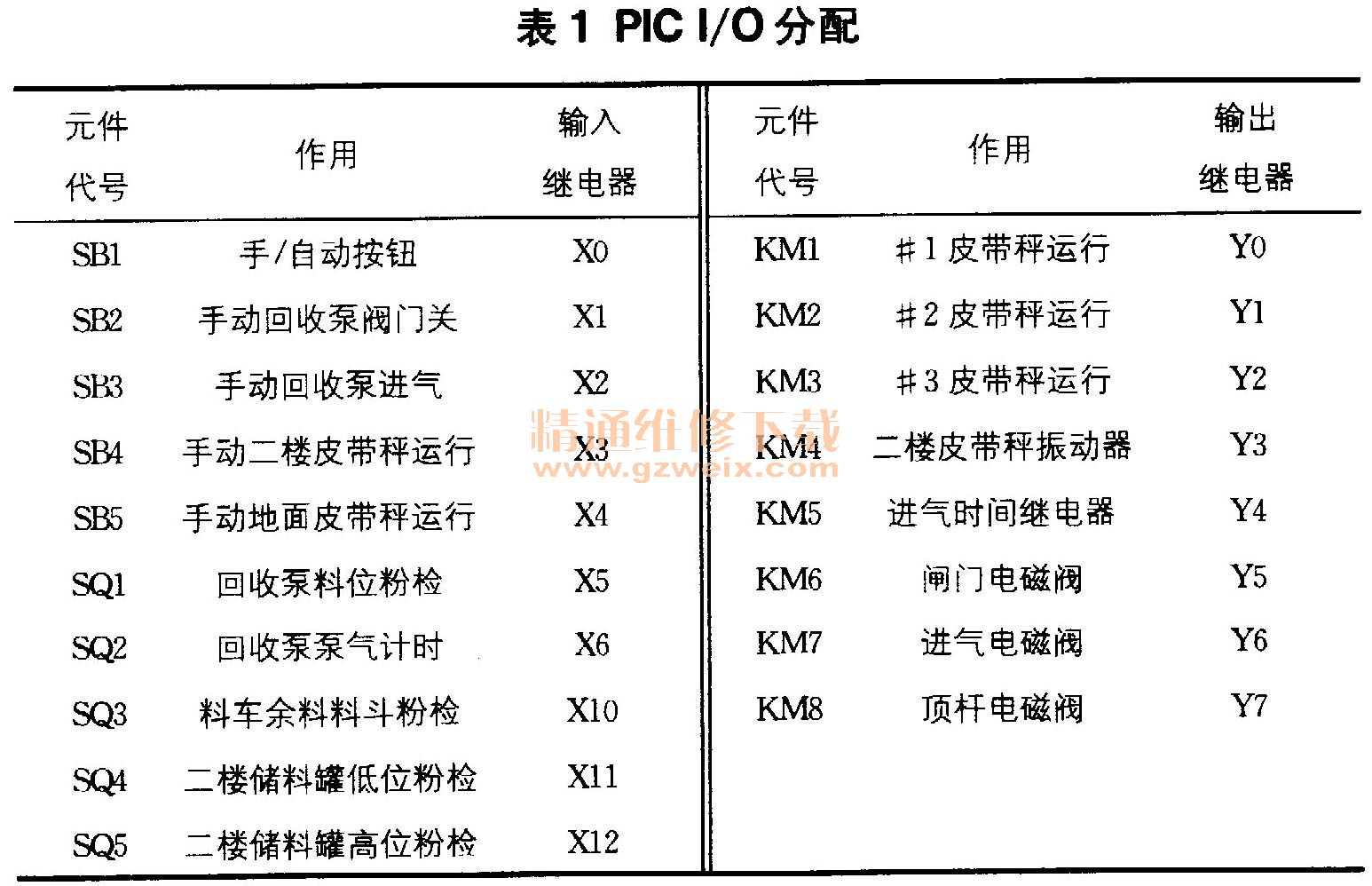
控制系统工作示意图如图1所示。自动上料时,陶瓷泥粉从压机布料装置的推料架上漏人地面皮带秤上,按钮动作,皮带秤电机运行;回收泵料位粉检检测到回收泵已满,则闸门电磁阀、进气电磁阀、顶杆电磁阀动作;二楼储料罐高位粉检无信号。自动下料时,自动按钮动作,皮带秤电机运行;二楼储料罐低位粉检有信号,料车余料料斗粉检无信号。根据余料回收控制系统功能要求,PLC I/O分配见表1。根据I/O分配表,余料回收控制系统选用FX2N-32MR PI-C。
3 系统通信
2台PLC间用RS-485通信模块进行连接,PLC与变频器间使用485通信协议,触摸屏与主站PLC连接。
3.1主站
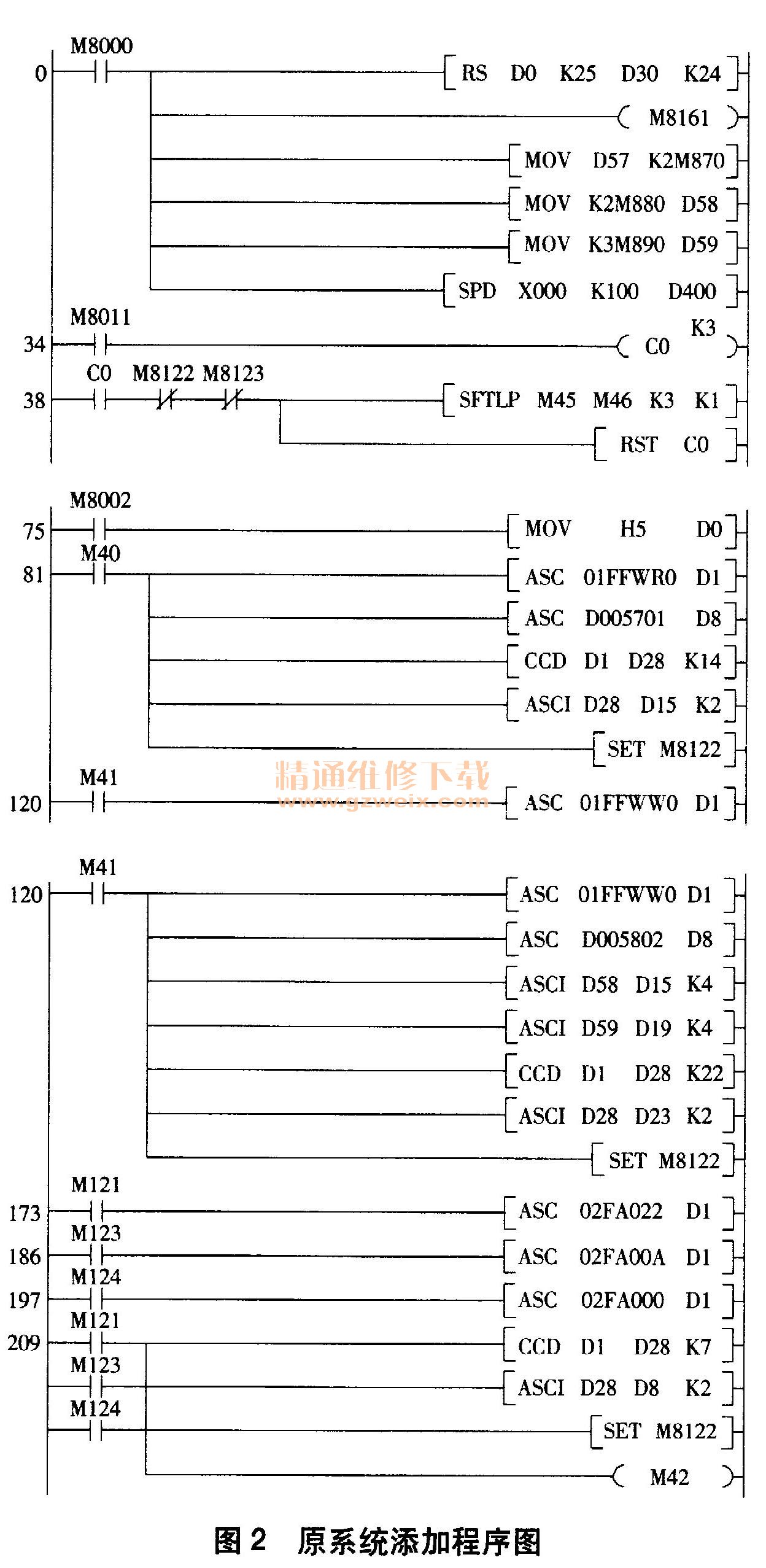
原系统PLC设为主站。打开GX Developmer软件,将原系统PLC程序上-载到计算机,打开PLC参数进入FX参数设置界面,打开PLC系统(2),在通信设置操作前打“√”,数据长度设为8位,停止位设为2位,传输速率设为19200, H/W类型设为RS-485,站号设为00,结束设置。主站在原程序前添加如图2所示程序。