・上一文章:过压保护实验电路
・下一文章:用AT89C2051单片机实现电梯控制系统
我们看刀架动作示例图(见下图),刀架从O位开始,第1步横向快进,就是要24V直流电磁铁3DT、4DT得电,写程序是置这两位为零,CLR Pl.2、CLR Pl.1。第2步纵向快进,1DT、2DT得电,CLR Pl.4,
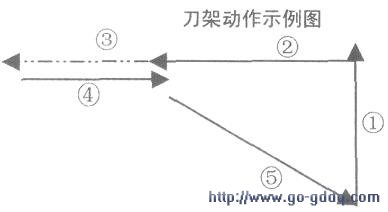
CLR Pl.3。第3步纵向工进,1DT得电,2DT失电,CLRPl.4,SETB Pl.3。
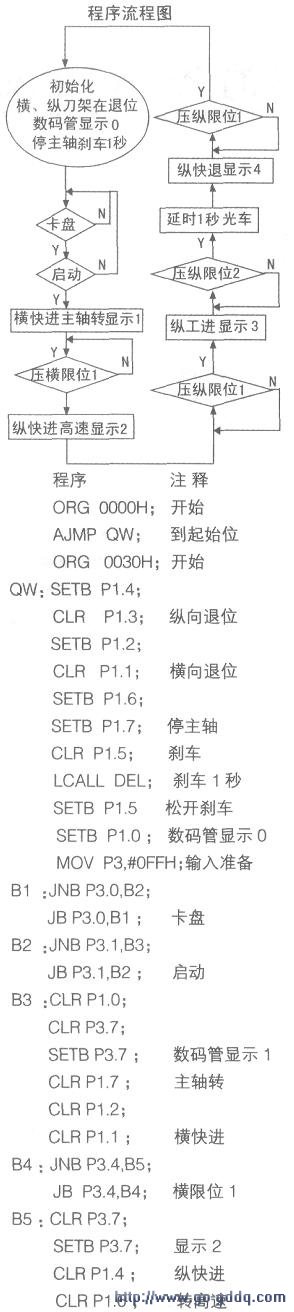
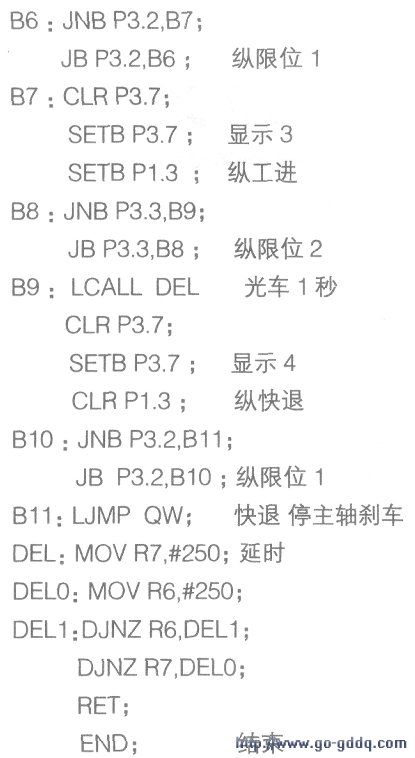
第4步纵向快退,1DT失电,2DT得电.SETB Pl.4.CLRl.3。第5步纵横同时快退,1DT、3DT失电,2DT、4DT得电.SETB Pl,4.CLR Pl.3,SETBP1.2.CLR Pl.1。电磁铁工作状态见上图。程序流程见下图。

说明:卡盘电磁铁没有用单片机控制,但一定要并接续流二极管,卡盘开关要并接灭弧阻容元件,因为怕产生干扰误动作而启动车床,那就危险。单片机5V工作电源就用三端稳压器7805即可.24V还是用原车床上电源。场效应管IRF640的底板是栅极G,它们共用散热片时一定要绝缘隔离,不能直接紧贴散热片,不然会短路。主轴启动和转高速控制还是用JJD23-33中间继电器,因为它控制的是强电,强电部分不要改动。整个电路也只用了这两个中间继电器,原晶体管延时继电器也取消,用软件延时。C7620还有个卸荷阀,它的作用是工进时把油卸回油箱减少电能消耗,因I/O口用完,不用无妨。刹车原是交流电磁铁,我们改为24V直流电磁铁。C7620是有前后刀架的,还有C7620-1-2-3-4不同的型号,还有许多类似机床,如C7320,CB3461等等,所以在改造时要根据实际电路进行改动,在设计两个刀架时可以用两片89C2051,或一片89C51,本文提供的电路可以作为参考,程序要根据工件加工要求编写。
以上电路已运行了两个多月,没有出现任何故障,没有换任何零件,只是要更改加工动作时,要在电脑上编程、烧写、换芯片,这点麻烦比以前换一个中间继电器要轻松多了。
")
")



