・上一文章:过压保护实验电路
・下一文章:用AT89C2051单片机实现电梯控制系统
用单片机改造这台机床时,原线号和强电控制电路不动,按钮板、行程开关、液压站电磁铁控制线都不要换线用原线,只要把原来中间继电器插座全部撤掉,二极管编程板也撤下,把自己做的单片机控制板装在中间继电器板上,再把输入线(卡盘信号,启动信号,行程开关信号),输出线(主轴信号,高速信号,电磁铁信号)接在原来的CA-20J插座相应的线上即可,这样工程量不大,改造容易。
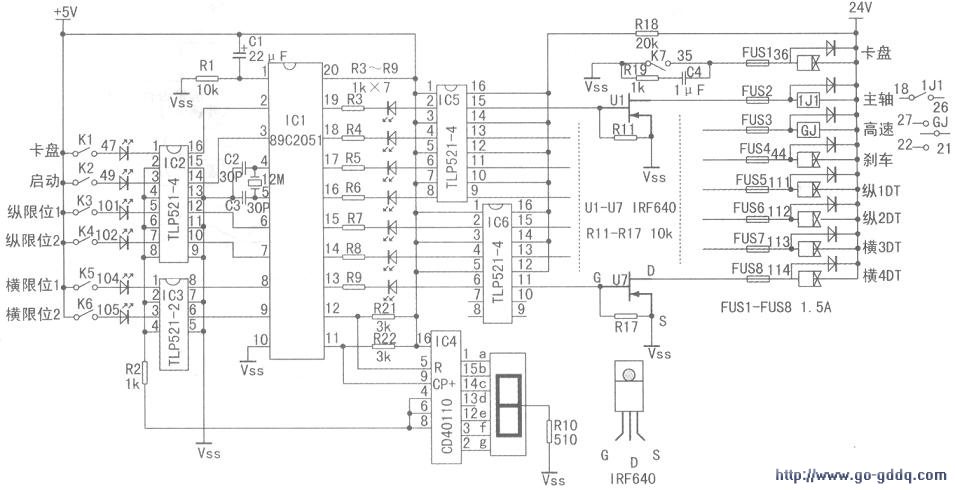
下图是用一片89C2051单片机改C7620前刀架电路图,输入有6个点:
一个夹紧信号,一个启动信号,两个前纵行程开关信号,两个前横行程开关信号,光电隔离输入,LED指示。输出有7个点:一个主轴继电器( 1J1),一个高速继电器( GJ),一个刹车电磁铁,两个前纵电磁铁,两个前横电磁铁。同样光电隔离,LED指示,并且都用IFR640场效应管作驱动,这相当是直流固态继电器。IRF640是一种中功率管.T0220封装,价格几元一个,耐压200V,电流18A.所以驱动24V、1A的直流电磁铁绰绰有余。单片机用了12个输入输出口还剩下两个口作为步进计数控制,用LED数码管显示步进序号。未采用单片机串行输出计数,而采用CD40110芯片,它是具有十进制计数、锁存、译码、显示启动“四合一”的16脚双排直插集成电路,⑤脚是复位,⑨脚是加计数,只要单片机不断给⑨脚高低电平,它就会从0-9变化显示数字,这样在加工过程中就可以看出每一步的步序。
搞单片机设计对于初学者就是程序难编写,改造这台设备主要只用了4条指令,非常简单,我不用串口计数也就是为了简化程序设计。C7620是一种步进式工作方式,刀架液压拖板要压预先设计的限位,才能进入下一个动作,程序设计主要用了两个位转移操作指令:JB.JNB,问某位是0还是1(行程开关压没压?).没压就等,压了就执行输出;输出也就是位操作:SETB,CLB,置相应位为高或低(电磁铁吸或放)。下面是设计一个前刀架有5步动作的程序并加以说明。
输入定义:P3.0卡盘信号
P3.1启动信号
P3.2前纵限位1
P3.3前纵限位2
P3.4前横限位1
P3.5前横限位2
输出定义:P1.7主轴(1J1)
P1.6高速(GJ)
P1.5刹车
P1.4前纵阀1DT
P1.3前纵阀2DT
P1.2前横阀3DT
P1.1前横阀4DT
P1.0 CD40110复位
P3.7 CD40110加计数
")
")



