・上一文章:大众宝来EPC故障灯点亮
・下一文章:检测半桥组件的技巧
5. 丝网印刷时应注意哪些事项
丝网印刷应注意的一些事项如下:
( 1) 刮刀压力
如果刮刀压力太小,会导致印制电路板上焊膏量不足;如果刮刀压力太大,则会导致焊膏印得太薄。一般刮刀压力设定为 5 N/25 mm;另外,刮刀的硬度也比较重要,如果太软则会使焊膏凹陷,因此建议采用较硬的刮刀。
(2)印制速度最大印制速度决定于 PCB(印刷电路板)上最小引脚间距,在高精度 印 制 时(引脚间距≤0.5 mm),印制速度一般为20~30 mm/s。
6. 为什么焊接前需要预热
适当的预热能有效地防止因热冲击对贴片元器件造成的破裂损坏。由于局部热差梯度过大对贴片元器件破坏性极大,且贴片元器件内部热不均匀主要是在加热、冷却过程中引起的。因此,安装过程一般采用 1.0℃~2.0℃的升温速率进行。
7. 贴片元器件焊接温度贴
片焊料的熔点一般为 179℃~188℃,松香助焊剂则为 200℃。因此,210℃~225℃是大多数贴片焊接的合适回流焊温度。整体的焊接温度应注意元器件的最高耐温等条件限制。
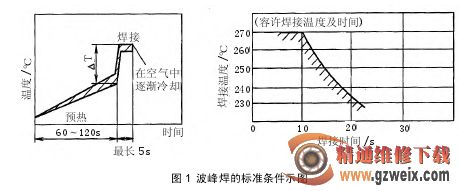
8. 什么是波峰焊
波峰焊是将熔融的液态焊料,借助于泵的作用,在焊料槽液面形成特定形状的焊料波,插装了元器件的PCB 置于传送链上,经过某一特定的角度以及一定的浸入深度穿过焊料波峰而实现焊点焊接的过程。波峰焊的标准条件如图1 所示。
技能与技巧:贴片元器件使用波峰焊的特点。
贴片元器件使用波峰焊的特点如下:
(1)SMD 的焊端或引脚应正对着锡流的方向,以利于与锡流的接触,减少虚焊和漏焊。
(2)较小的元器件不应排在较大的元器件后,以免较大元器件妨碍锡流与较小元器件的焊盘接触,造成漏焊。
(3)SOJ、PLCC、QFP、BGA 等封装贴片元器件不能采用波峰焊。
(4)SOP 的引脚间距要求大于 1.0 mm 才能采用波峰焊。
(5)贴片元器件要在 0603 以上才能采用波峰焊。
(6)大尺寸陶瓷贴片电容器不适合波峰焊。
(7)波峰焊接面上不能放置 PLCC、QFP 等四边有引脚的元器件。
(8)安装在波峰焊接面上的 SMT 大元器件,其长轴要与焊锡波峰流动的方向平行,以减少电极间的焊锡桥接。
(9)波峰焊接面上的大、小 SMT 元器件不能排成一条直线,应错开位置,以免造成虚焊、漏焊。
(10)波峰焊接面上的较大元器件的焊盘要适当加大,以免造成空焊。
(11)通孔插装元器件一般采用自动波峰焊方法。





