・上一文章:4S汽修油漆车间管理(2)
・下一文章:汽车后市场决定国内汽车行业的未来(2)
一个构件哪些部位需进行检测,选择得合理与否,直接关系到制件的质量与形状的正确性。在选择检测部位时一般都应选择在制件的关键部位,如构件的结合处、圆弧的最高或最低处、形状的转折处(拐点)等,这些都是检测的关键部位。由于每处圆弧都是不等的,因此一旦确定检测部位后,卡板的检测部位就不能改变,在制作过程中的每一次检测都应在同一部位,以免检测不准导致制件不符合要求。
2.检测卡板制作
构件的检测部位一旦确定,制作检测卡板是关键。因为即使检测部位选得最正确,但卡板制作不正确,也会直接影响制件的质量。
(1)卡板材料的选定
制作卡板的材料应是硬质材料,一般选用金属板材。如碳素钢薄板、铝合金板等都可作为卡板材料。遇到特殊情况也可用硬纸板等软质材料来制作卡板。
(2)卡板制作
材料选定后,在制作卡板时还应有符合要求的样件或标准图纸,以供制作时作校验用。卡板的具体制作步骤如下:
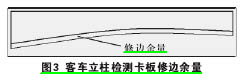
1)卡板画线。在板料上画出仿制构件检测处的曲线形状。如使用图纸作标准的可通过其它工具如坐标测量仪等,将测出的数据画出曲线形状,也可在板料上直接用几何作图法画出曲面曲线。如使用实样作标准的可用过样法,即用硬纸板在样件上出纸样将曲面形状作出,然后通过纸样在板料上画出符合精度要求的曲面图纸。在绘制曲面曲线时应考虑修整的需要,放出修边余量,如图3所示。
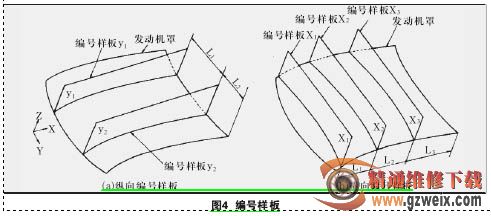
检测卡板可以是外卡板,也可以是内卡板,根据检测是否方便来决定。在同一构件上如圆弧变化较大或长度较长的渐变圆弧可根据需要制作多块卡板,并在每块卡板上按顺序编号,如图4所示为轿车发动机舱盖编号样板。
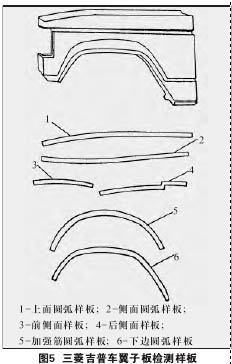
2)卡板裁剪。按画出的曲线形状,去除余料(废料)。去除时可以用剪切、凿削等方法。通过裁剪使卡板基本成形,如图5所示为三菱吉普车翼子板检测样板。
3)卡板修整。卡板基本成形后,其曲线形状不一定能符合样件曲面的要求,必须经修整后使其曲率与样件的相应部位完全吻合。修整时可以用多种方法,较多的是用锉削的方法将余量去除,使卡板的曲线与样件的曲面完全吻合。
4)卡板复验。所有卡板修整完后应经过复验,直到所有曲线与相应曲面完全符合要求后才能作为合格的检测卡板。制作完成的卡板应平整,曲线部位圆弧应和顺光滑,不能有急弯和突棱现象。(未完待续)
")
")
")
")

