・上一文章:正视身边的汽车美容(一)―打蜡
・下一文章:汽车后市场决定国内汽车行业的未来(3)
五、车身覆盖件仿制操作
车身覆盖件手工仿制是一项技术性较强的工作,它除了涉及到钣金工的所有基本操作技能外,还涉及到其它工种的操作技能。因此,要做好仿制作业应具有多方面的操作技能。车身覆盖件的仿制可分为无胎具仿制与有胎具仿制两种(胎具亦称为敲模)。无胎具仿制就是全凭手工操作,只是借助于一些现有的设备来进行。有胎具操作是事先要制作一个与仿制件基本一致的胎模,然后在胎模上进行操作。对于一些外形尺寸不大、形状较为复杂的钣金构件,若需要小批量制作加工,还可以自己动手制作简易模具(如低熔点合金模)进行压制。
1.无胎具仿制作业
当仿制作业是单件产品时,一般采用无胎具仿制作业法。这种作业操作较为简单,不需任何模具,只需几把手锤、垫铁等基本简易工具就可操作,因此制作的成本较低。无胎具仿制作业在汽车维修行业中是一种较为适用的钣金件制作方法。无胎具仿制作业的具体操作步骤如下:
1)板料的选择
手工仿制车身覆盖件时,应选择与原来钣金件材料性能相近的金属材料,一般选用塑性、韧性较好的低碳薄钢板。低碳薄钢板有各种不同的厚度,有冷轧板与热轧板的区分, 通常根据被仿制钣金件的厚度选择0.8~1.0mm冷轧低碳薄钢板作为仿制件板材。
2)仿制件下料
仿制件下料大体上可分为展开放样、划线、下料、修整等。车身覆盖件绝大部分是空间曲面体,对仿制件下料首先要将空间曲面体进行展开。展开时可按图纸或对样件的测量结果展开放样,放样时应注意对边缘有弯曲、咬缝、卷边的要放出足够的加工余量,同时由于曲面体在加工过程中会出现收缩、起皱等现象,所以还要加放修边余量,加放的修边余量一般沿周边加大20%左右为宜。
下料时可采用多种方法,尽可能采用机械操作下料。下料时要保持板料的平整,不要任意进行扭曲,避免造成板料边缘不必要的延展。
3)仿制件制作
车身覆盖件的加工工艺主要是弯曲、拱曲、收缩、放边等。在仿制过程中可根据需要通过手工操作或有关机械加工的方法,结合弯曲、拱曲、收缩、放边等将构件制作成型。在仿制作业中要严格掌握平、直、圆这三个基本要素,即制作时要求制件表面平整、棱线挺直、圆角和顺。仿制件制作可按如下步骤进行:
(1)基本成型
将经剪切加工后的仿制件坯料,按所需仿制构件的尺寸和形状选择合适的加工工艺。制作时应遵循先难后易、先中间后边缘、先成型后收边的原则进行。对需要拱曲、收缩等工艺操作的应先进行这些工艺操作,然后再进行弯曲、卷边等工艺操作。
在制作过程中,应经常用检测卡板对制件进行检测,特别是带有圆弧的制件,要边制作边用卡板检测。一旦圆弧过度,再要返回不仅要消耗大量工时,而且会严重影响制件质量。在成型过程中,要随时掌握制件的尺寸与形状,一定要使制件的形状和尺寸全部符合设计要求。
制件在成型时还应注意制件的表面粗糙度,制件表面应光滑、平整、圆弧过渡和顺,直线部分应平直无弯曲、突棱及折点。
(2)修整成型
仿制件基本成型后,还不是最后完工,只有经过修整整形才能最后成为产品。在修整整形时,应仔细地用检测卡板对各相应部位进行检测校核,如有不符的,应再进行整形,对制件的表面进行精加工,直到整个制件所有的尺寸与形状全部达到该制件的原出厂要求。对制件表面如有不平整或圆弧不和顺的,可通过进一步的修整使之达到要求,最后对制件进行修边或弯曲等修整。
(3)装配校验
仿制完工的制件虽经修整,但是否合符要求必须经过装配校验才能确定。仿制的构件有的是直接作为完整的构件使用的,但更多的是要与其它构件配合经焊接或其它连接方法构成一个整体才能作为一个完整的产品。如果是作为完整的单件产品使用的,应进行安装调整,使各部位均达到安装要求。如果是要与其它构件配合组装的,应进行配合组装试验,直至达到要求。如果是焊接成型的则应进行焊接连接。焊接时应采用气体保护焊,还要注意消除焊接应力。
2. 有胎具仿制作业
小批量仿制或需要经常仿制相同制件的,可采用有胎具仿制作业。在进行有胎具仿制作业前,首先应制作一定形状的胎具(或是与构件形状完全一致的胎具)。有胎具仿制作业的坯料尺寸可比无胎具仿制作业的坯料尺寸稍小一些,一般放出15%左右即可。
由于车身钣金件绝大多数都是曲面制件,因此对一些圆弧较大的制件,可先对板材进行初步的拱锤,如图6所示。然后再用夹具将拱锤后的板材夹紧在胎具上,利用胎具的形状将板材制作成型。
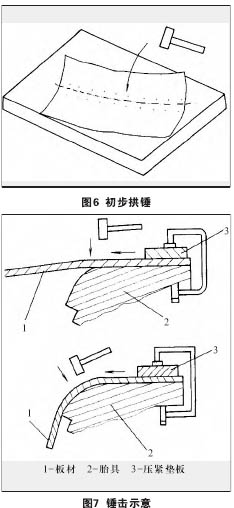
制作时先用木锤在胎具上将坯料制作成型,锤击时从曲率最大处先入手,再慢慢地向曲率小处过渡。曲率大处击点要密,曲率小处击点要稀。木锤将板材锤击到与胎具完全吻合后,再用钣金锤将整个锤击面锤击一遍使整个制件与胎具全部贴合,如图7所示。
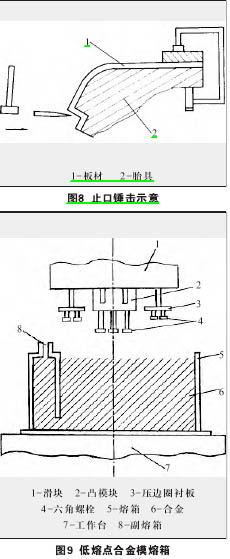
对一些有止口边的构件,应在主曲面制作完后再制作,如图8所示。
整个制件制作完工后如有皱折无法整平或是止口成型后与胎具不够贴合时,应对这些部位整形,也可用加热操作的方法来收平皱折或对止口整形。
3. 用简易模具压制钣金构件
对一些需要小批量制作加工的钣金构件,如果产品的外形尺寸不大、形状较为复杂,用手工制作困难时,可以制作简易冲压模具来加工生产。
")
")
")
")

