・上一文章:大众捷达各控制单元均不能进入
・下一文章:检修东风雪铁龙凯旋无法提速故障
3.2 改良方案2
通过改良方案1后虽然解决了一些问题,但在车间后期实际生产中发现有些问题依然存在。为了改善这些问题,笔者分别从电器原理和线束图上进行分析,充分研究每个电器功能的用电量和负荷,经过综合考虑和评估后,认为存在可以改进的空间,如图6所示。操作步骤如下。
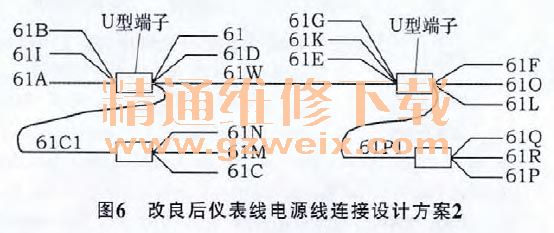
①绑线: 绑线分5组进行;②抽盘: 抽盘分2大组进行;③导线4处接点使用U型端子连接;④接点处进行绝缘处理;⑤接点进行绝缘处理后,将线装箱后放到指定的架位上。
优点: ①方便绑线操作,消除了当导线数量≥6根时分2次绑线;②接点处压接导线数量减少,方便压接;③小的工序间可以实现流水式作业;④避免和减少了在绑线和周转过程中导致的导线漏压接或压接不良等情况发生,避免了后工序的返工返修。缺点: ①所需接点、接点保护材料及工时有所增加;②操作步骤增多,需要多次周转;③需要较大一点的工装辅助设备和周转区域。
4 结束语
本文对汽车仪表线束电源线之间连接设计做出分析,列举了他们之间的连接方式,分别介绍了每种连接方式的特点。任何一种连接方式在一定的发展阶段内都能满足使用要求,通过不同阶段的改进和研究,使我们对仪表电源线连接设计比较熟悉,对以后其他线束导线接点连接设计也有所启发。导线接点连接在线束加工的过程中非常重要,在一些重要的线束接点连接设计中,不但要有线束厂家的工程师设计方案,还需要汽车厂家工程师的配合来完成。随着人们对汽车及零部件生产加工的严格和高品质的要求,汽车及零部件行业都面临着改革和发展创新。
")
")
")
")

