・上一文章:基于TFT显示技术的组合仪表设计
・下一文章:摩托车发动机诊断分析系统在整车性能提升中的应用(2)
3 螺栓拧紧工具级别与选用
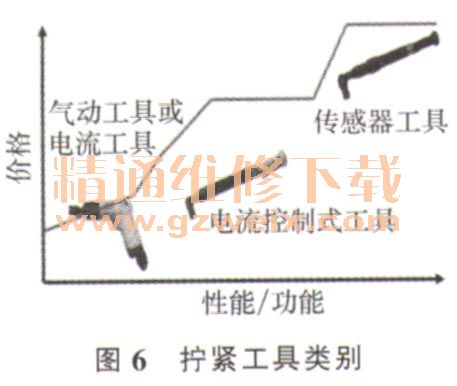
常用的螺栓拧紧与测量工具有以下几种:呆扳手、手动套筒、电动螺丝刀(套筒)、气动冲击扳手、咔嗒扭矩扳手、数显扭矩扳手、指针扭矩扳手等,其中数显扭矩扳手、指针扭矩扳手也可作为扭矩检验的工具。图5为常见的拧紧工具。拧紧工具又根据工具类别和拧紧精度与性能分为3类。线束制造企业通常采用的拧紧工具有呆扳手、咔嗒手动扭矩扳手、电动螺丝刀(套筒)、气动冲击扳手、数显扭矩扳手、指针式扭矩扳手。由图5可以看出,大部分线束制造企业的螺栓拧紧工具处于第1类,只有螺栓扭矩检验工具才使用数显扭矩扳手或指针式扭矩扳手,在螺栓拧紧工具方面还有巨大的提升空间。另外一个不可回避的问题就是成本问题,工具的自动化、智能化程度越高,拧紧工具的成本也就成数十倍的增加,造成相关产品的制造成本增加,需要根据成本、价值相关数据分析,采用适合的拧紧工具。图6为拧紧工具类别。

4 螺栓连接的动态扭矩与静态扭矩
动态扭矩是指当紧固件在被固定的过程中测量得到的最大峰值。扭力扳手和电、气动力工具都可以施加动态扭矩。动态扭矩不能在紧固件被紧固之后测量。静态扭矩是指拧紧完成后用手动方式拧紧力矩,使螺栓再次旋转或离开拧紧位置时输出的扭矩(克服静态摩擦力),检测扭矩即静态扭矩。通俗地讲,动态扭矩就是某型号线束生产流水线班前,用数显扭矩测量仪器测定气动扭矩扳手的扭矩设定数值,静态扭矩就是质检员对线束熔断丝盒螺栓用指针或数显扭矩扳手验证后得到的扭矩验证数值。
动态扭矩是通用汽车公司认可的拧紧方式,动力总成装配线上的Bosch电动扳手就是使用这个方法。当用手动扳手重新检测螺栓时,则采用静态扭矩,静态扭矩不是通用汽车公司认可的拧紧方式。通用汽车公司认为:动态扭矩比静态扭矩更加准确,重复性更强。动态扭矩的读数与重检静态扭矩的读数通常是不相同的。而且不同的粘结点,不同的螺栓,差别程度又有所不同。由于静态重检不如原先的动态扭矩准确,而且还会损坏好的粘结点,所以对合格工件进行重新检测不是一个好方法。静态重检应只限于工件返修,工件故障分析或工件拆卸检查,不要对好的发动机或变速器进行静态检查。
在线束的生产制造过程中,尽管在班前对螺栓的拧紧工具进行了扭矩校正,但是实际生产过程中,螺栓的拧紧工具有可能出现故障,造成螺栓的动态扭矩值不符合设计要求,所以仅靠动态扭矩来保证拧紧品质还远远不够,仍然要对总装完毕的线束中螺栓进行二次静态扭矩验证,充分发挥静态扭矩的监控作用,确保线束中螺栓拧紧合格。
5 螺栓连接扭矩的衰减
由于被连接构件受螺栓夹紧力的作用,经过一定的时间会出现变形,造成被连接部件之间的夹紧力减小,称为衰减。硬连接的构件之间夹紧力的衰减较小,软连接的构件夹紧力的衰减较大。通常情况下,软连接的扭矩衰减30%~40%。比如:我们在某线束的产品图上设定电器盒中M6的螺栓扭矩T=6±1 Nm,然而通过工具拧紧达到设定扭矩后,然后用扭矩测量工具再次静态测量检验扭矩时只能达到4.2~5.0之间。质检员通常会判定为螺栓扭矩不合格,却又找不出扭矩减少的原因,造成很大的困扰。因为螺栓拧紧以后要有一个衰减过程,由于线束熔断丝盒螺栓拧紧、中央电器盒上被拧紧物料都是材质较软的铜片、锌带、塑料,这些都属于螺栓拧紧中的软连接,拧紧后被加紧的物料发生弹性或者塑形变形较大,造成螺栓扭矩衰减变小。图7为螺栓拧紧受力与扭矩衰减示意图。

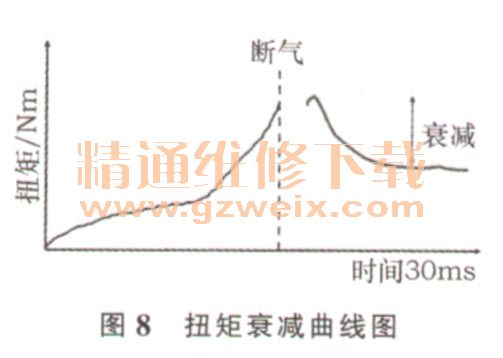
软连接上静态扭矩与动态扭矩值要偏小。由于螺栓、螺母、垫片、夹紧物的材质、硬度各不相同,动态扭矩衰减的程度也各不相同。一般情况下60%~70%的动态扭矩衰减发生在30 ms以内,材质越软衰减也就越大。所以线束中螺栓静态扭矩的实测值要小于动态拧紧扭矩的数值。图8为扭矩衰减曲线图。
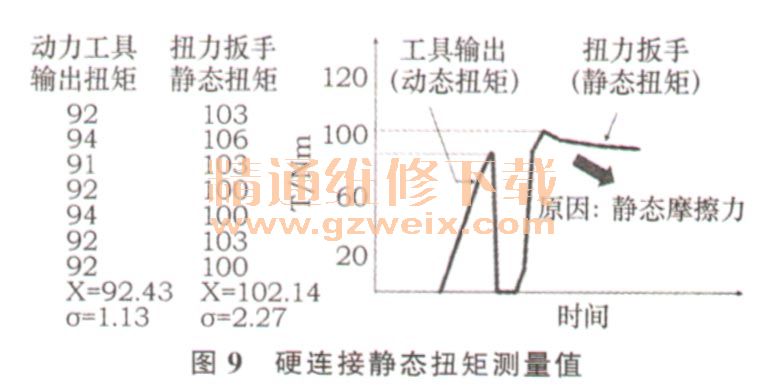
硬连接上由于较高的静态摩擦力,静态扭矩可能要比动态扭矩要高。图9中倒V的拐点即是扭力扳手测得的硬连接上的静态扭矩。
6 软连接螺栓拧紧方案设计实例
2013年9月,我公司的某车型仪表线束的熔断丝盒螺栓拧紧出现品质问题,随后主机厂又组织相关人员对我公司进行一次审核,审核后要求我公司针对该车型的仪表线束螺栓拧紧必须进行二次静态扭矩验证,并且要求每月将扭矩验证数据汇总提交给该主机厂品质部门。
该仪表线束产品设计中,要求熔断丝盒中M5螺栓的扭矩为4.5 (+0.0,-0.3) Nm,也未注明是螺栓拧紧时的动态扭矩还是螺栓拧紧后的静态扭矩值。工艺文件设计严格执行产品图纸设计4.5 (+0.0,-0.3)Nm值,生产车间按照工艺将螺栓拧紧时的气动扭矩冲击扳手的扭矩调整为4.5 Nm进行螺栓的拧紧操作。然而线束生产下线后,质检部对螺栓进行二次验证,螺栓的静态扭矩通常在3.8~4.0 Nm之间跳动,将产品判定为不合格,造成生产部门与质检部门的多次纠纷。为了研究查找螺栓扭矩变化不定的原因,经过连续2个多月的实际跟踪观察,并多次采用不同的动态扭矩拧紧螺栓试验和数据采集。为了满足质检人员用数显扭矩扳手测量静态扭矩值符合4.2~4.5 Nm之间,分别将螺栓拧紧工位的气动扭矩冲击扳手扭矩试验性调整为6 Nm, 5.9 Nm和6.4 Nm三个拧紧扭矩,一次将螺栓拧紧,线束总装后测量的静态扭矩数值如图10所示。
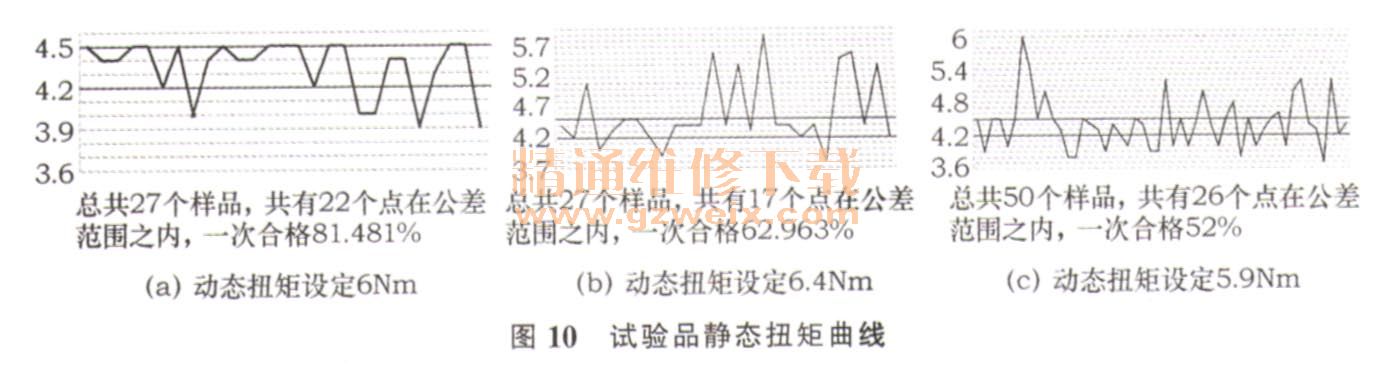
从图10可以看出,产品的一次合格率分别为81.481%,62.963%,52%。由于螺栓的衰减,测量的静态扭矩跳动十分大,排除测量人员的人为因素,可以得出的结论是:软连接的螺栓静态扭矩的变化幅度太大,产品图纸所设计的螺栓扭矩公差带太窄(0~0.3 Nm),故该产品螺栓扭矩设计值无法满足实际生产需要,属不合理设计。
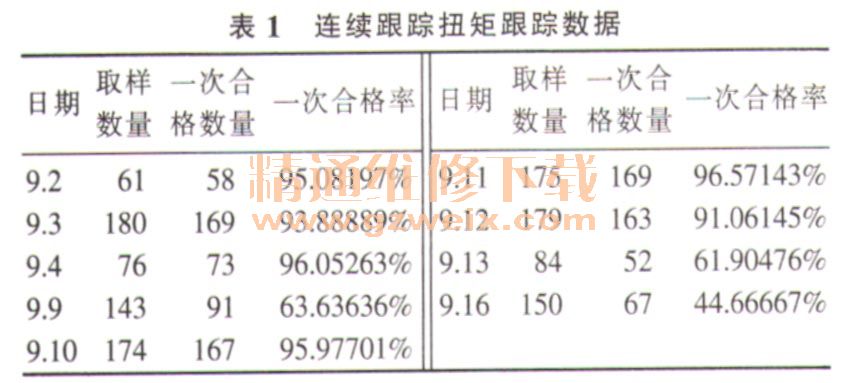
与主机厂进行沟通无结果的情况下,经过会议评审,决定改变螺栓的拧紧方案。在螺栓的拧紧工位将气动扭矩扳手动态扭矩设定为3.8 Nm,进行预拧紧操作,然后再手工用咔嗒扭矩扳手拧紧至4.5 Nm。通过多天的观察取样,软连接的螺栓扭矩尽管在衰减后经过拧紧验证符合要求后,产品的一次合格率仍然不能达到要求。连续9天正常生产情况下的螺栓扭矩取样数据见表1,产品一次合格率根本无法满足生产要求。
为了使螺栓拧紧后的扭矩符合产品设计4.5(+0.0,-0.3) Nm的要求,增加一个螺栓扭矩验证工位。线束100%电检导通合格后,熔断丝盒内的附件安装完毕,使用数显扭矩扳手进行人工100%螺栓扭矩的验证、修正,并记录验证或修正后的扭矩值。螺栓静态扭矩验证过程中,检验静态扭矩小于设计扭矩时,将螺栓再次缓慢拧紧至设计扭矩范围;检验静态扭矩大于设计扭矩时,将螺栓再次缓慢回拧略低于设计扭矩范围,再次缓慢拧紧螺栓至设计扭矩范围。螺栓拧紧验证时,数显扭矩扳手的手柄旋转角度约2°左右,即略微感觉数显扭矩扳手转动,数显扭矩扳手指示灯亮起即止。然后对线束进行100%外观、尺寸检验合格后,成品线束包装入库。
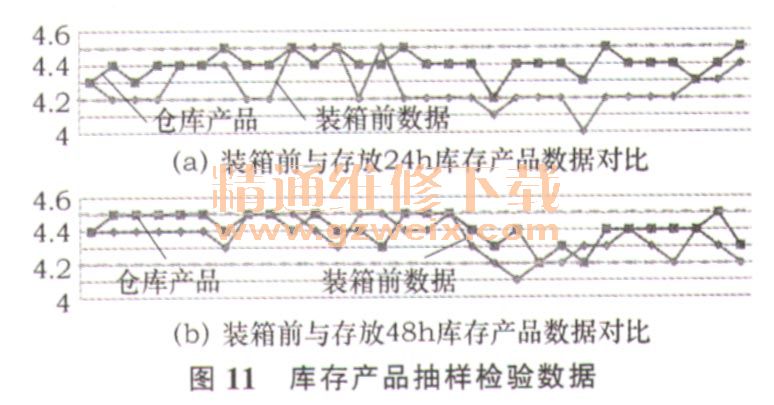
为了监控库存产品线束中螺栓扭矩的变化情况,分别将库存静止衰减24 h和48 h产品进行抽样检验并对比分析,螺栓在静止前后的扭矩变化趋于平稳。图11为库存产品抽样检验数据。检验数据也从另外一个方面证明螺栓在第一次30 ms衰减后,在长时间内的扭矩衰减很少,产品状态稳定。
7 总结
由于在进行螺栓静态扭矩验证过程中,无法用仪器测量螺栓的螺纹在设定的静态扭矩拧紧后的变形状态,即拧紧状态下的螺栓或螺母的螺纹是处在弹性变形区还是塑性变形区,增加一个螺栓扭矩验证工位并不是最佳的螺栓拧紧方案。由于该产品的螺栓扭矩的公差带太窄,并且线束熔断丝盒、中央电器盒内软连接的螺栓扭矩衰减的变化幅度远大于0.3 Nm,存在着产品设计技术参数不合理的事实。
另外在产品设计的过程中,应根据螺栓拧紧实际情况,设计出软连接与硬连接不同的扭矩范围值与公差带,才能满足产品实际需要。线束熔断丝盒、中央电器盒螺栓软连接具有一定复杂性、不确定性,只有选取合适的拧紧工具,采用合理的拧紧方案,才能最大限度地确保线束产品的安全和品质。
")
")
")
")

