・上一文章:信息技术在汽车维修中的应用
・下一文章:摩擦系数对高强度螺栓防松性能影响分析
摘要:文章阐述了后桥半轴压装原理,根据N400后桥半轴的工艺分析,按照产品产能需求,开发设计N400半轴总成压装装配生产线,介绍了整线的开发设计过程,实现了N400后桥半轴总成的自动化压装。同时,引入高精度压力、位移监控系统,实现压装全过程参数的监测、记录及追溯,有效保证产品的压装质量。生产线的开发应用,降低了员工劳动强度,提升了企业竞争力。
0 引言
N400后桥半轴总成作为后桥的一个重要组成部件,客户对其装配要求较原有车型更为严格。N400半轴总成压装装配线的开发设计成功,实现了N400半轴压装的自动化,且装配过程中要求较高的总成压装参数可实现监控、记录、追溯,满足客户对半轴装配质量的要求。
1 N400半轴总成压装装配线的开发设计过程
1.1 N400半轴总成装配线构成
N400半轴总成装配线包含四台压装专机,分别完成轴承座与轴承油封的压装、制动器四颗螺栓的压装、半轴六颗螺栓的压装以及总成的压装。各压装专机包含零件定位机构、压装机构及液压站机构,总成压装专机配备高精度压力、位移监控系统。
1.2各压装专机的设计
(1)轴承座与轴承、油封压装专机(图1)
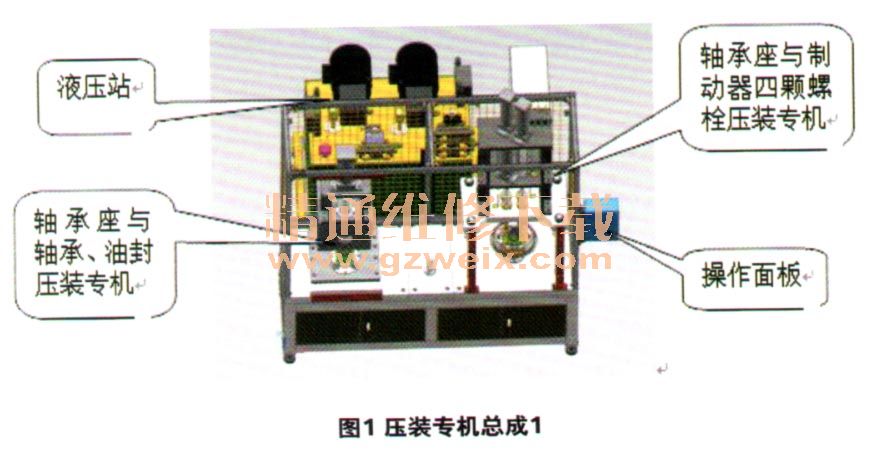
轴承座与轴承、油封压装专机动作顺序如下。
①操作员工依次放置轴承、轴承座、油封。
②启动操作按钮,上侧油缸下压,完成油封的压装;同时上侧油缸油路锁死,保持压紧状态。下侧油缸上压,完成轴承的压装。
③油缸回位,取件,压装完成。
(2)轴承座与制动器四颗螺栓压装专机(图2)轴承座与制动器4颗螺栓压装专机动作顺序如下。
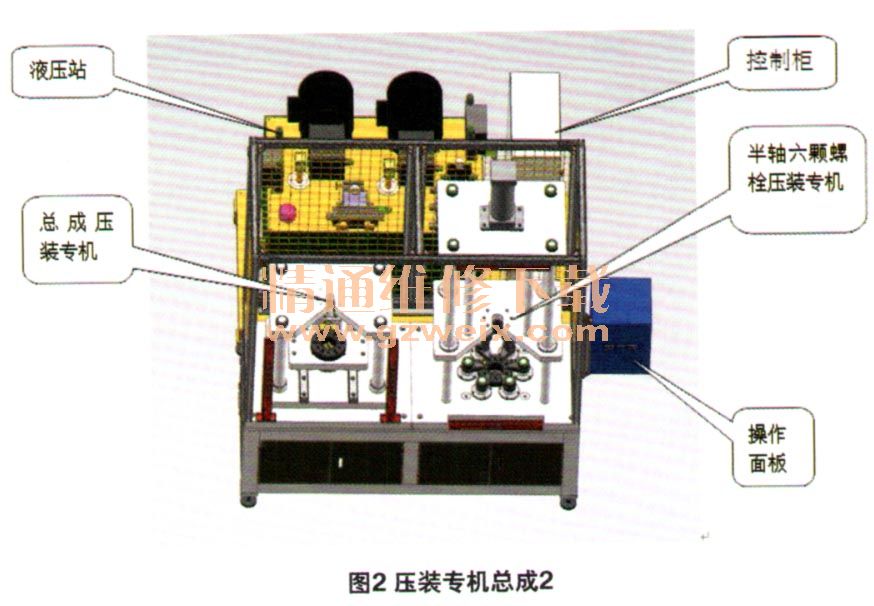
①操作员工放置零件至定位座。
②启动操作按钮,上侧4个空间错位的油缸下压,分别完成四颗螺栓的压装,确保四颗螺栓压装到位。
(3)轴承座与制动器4颗螺栓压装专机
半轴6颗螺栓压装专机动作顺序如下。
①放置半轴及螺栓。
②启动操作按钮,油缸上压到位后,旋转油缸作用,螺栓压头旋转到压装位置,然后在6个油缸作用下分别单独完成6颗螺栓的压装,确保每颗螺栓压装到位。
③螺栓压头在油缸作用下依次上移、旋转、回位。
旋转机构的设计如下。
旋转油缸驱动,通过齿轮齿条带动齿轮旋转,完成螺栓压头的转动。
设计原理:通过油压驱动,齿轮齿条动作,通过齿轮传动,带动螺栓压头的旋转,实现螺栓压头在压紧角度及退出角度间的往复运动。
(4)总成压装专机
总成压装专机动作顺序。
①气缸推出机构将零件定位块推出,员工放置零件。
②气缸推出机构将零件拉至压装位置,油缸上压,完成半轴总成的压装,压装过程压力传感器检测压入力是否符合设定要求。
气缸推出机构将总成件推出,取件。





