来源:汽车维修 作者:佚名 2021-05-21 08:34:04
四、关键技术尝试:自动焊夹具的切换应用
自动焊焊接整体需要PLC中心控制,但零件放置到位以后,夹具接收信号后,夹爪自动夹紧,此时焊机通电后,焊钳动电极与静电极咬合,形成回路焊接,焊接完成后自动焊钳电极打开,回路断电,夹具夹爪相继打开后,零件由顶升机构顶起,即可以将零件取出,完成整个作业流程。
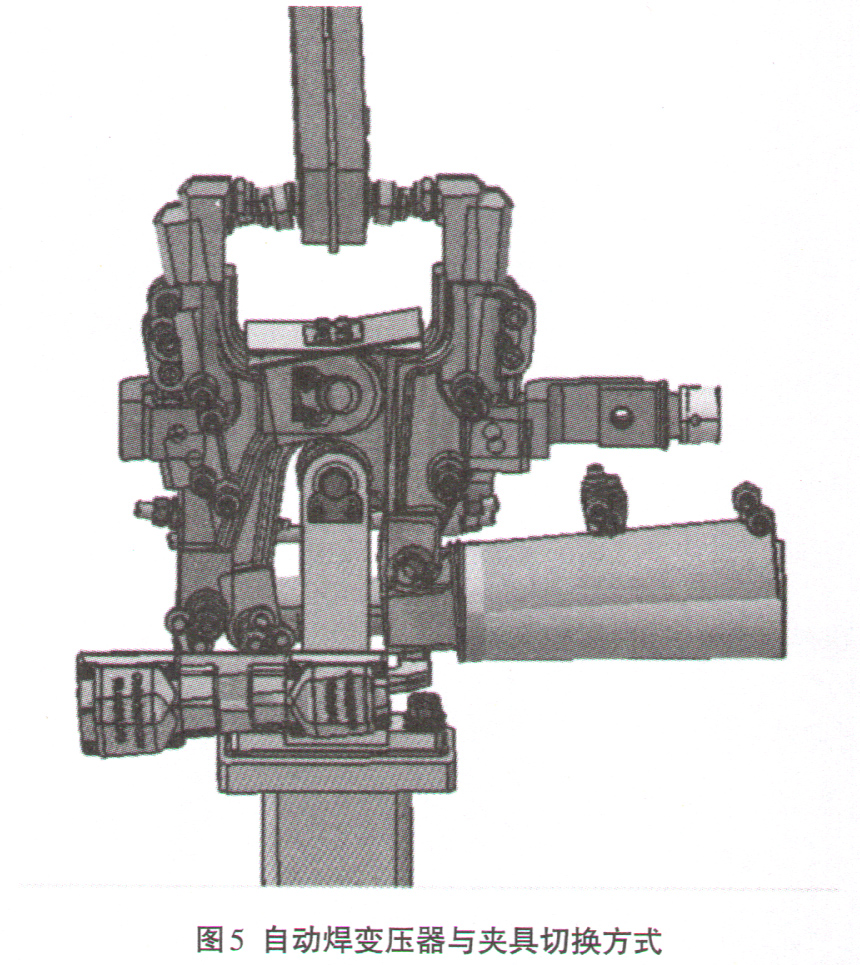
整个操作的核心是因电机是属于水冷,需要通水,而水路切换较为困难,因此,当多车型切换生产时,急需考虑电机与夹具的通电切换方式。本文主要介绍的切换方式为采用焊钳的形式与夹具保持切换和连接通电,电极的开口比铜牌两侧均存在15-20mm的间隙,此方式,能解决前盖切换过程中导电铜牌变形,致使无法正常切换的问题,并可以实现全自动切换(如图5所示),无需手工切换。
五、结语
汽车制造四大工艺中,焊装工艺重点控制的焊点强度、尺寸,是整车生产过程的基础。其中,门盖工艺中滚边工艺最终将取代压合工艺,而文所提出的自动焊切换技术,实为实用技术,对于公司乃至汽车行业,具有参考意义,因为这种工艺较其它补焊工位,节约人工,较机器人自动焊钳,节约成本。
上一页 [1] [2]