・上一文章:发动机冷却液污染因素分析与检测方法
・下一文章:剖析奔驰车系M156发动机技术
检验是为了准确地掌握零件的技术状况,根据技术标准,通过分析、检验和测量,将零件划分为可用、需修、报废三大类,以便制定切实可行的修理工艺措施。检验质量直
接影响着修理质量、修理停机时间、修理成本和机械的使用寿命。因此,检验是修理工作中一个极其重要的环节。
1保证农机零件检验质量的措施
(1)严格掌握技术标准和零部件可用、需修、报废的界限。机械零件及其配合件都有技术标准,这是检验工作的主要依据。在处理修理质量和修理成本的关系时,不能用降低标准来节约成本,也不能盲目追求高质量而将可用零件报废。对于虽已不符合使用要求,但能修复的零件应从修理质量、技术条件、设备条件和经济效益几个方面综合考虑。有修理价值的,力求修复。零件达到了磨损极限或出现了难以消除的缺陷,不能保证修理质量或修理成本过高,且可从市场购买,就不宜进行修复,应予以报废。
(2)尽量采用先进的检验仪器设备。检验仪器设备的精度直接影响着检验质量。因此,检验时要根据被检验零件所要求的精度等级选用相应的量具或仪器。对检验仪器设备要精心维护和管理,经常校核,使其保持可靠的精度。随着科学技术水平的不断提高,较先进的检验设备不断出现。在机械修理中,应尽量采用相应的先进检验仪器设备,以利于提高机械的修理质量。
(3)建立健全检验制度。建立健全合理的检验制度是搞好检验工作的保证。要建立岗位责任制,明确职责,层层把关;要建立验收交接制度以及必要的报表制度;要有计量校准制度。技术人员要掌握所用检验仪器设备的操作方法和明确检验对象的检验标准,技术上要精益求精。
2 农机典型零件的检验方法
2.1外径零件的检验
外径零件可用外径千分尺、游标卡尺或卡规检验其外径尺寸、圆度和圆柱度误差等。圆度误差是指在垂直于轴线的同一截面上相互垂直的两直径的最大差值之半;圆柱度误差是指在任意测量位置、任意测量方向的两个直径的最大差值之半。用外径千分尺测量物件时,千分尺要先对0位,测微螺杆与测砧密合后按清零键清0。在测量过程中,先旋转微分筒,当测微螺杆快接近被测物件时,再旋动手轮,直到手轮发出3~5声响声为止,方可读数,数显千分尺直接读其显示数,普通千分尺,读数为主尺刻度数加微分筒刻度读数。在测量运动中的涂布时,要使千分尺同极片同方向一起运动,不允许极片在千分尺两测量面间滑动。使用游标卡尺测量前应把卡尺揩干净,检查卡尺的两个测量面和测量刃口是否平直无损,把两个量爪紧密贴合时,应无明显的间隙,同时游标和主尺的零位刻线要相互对准。为了获得正确的测量结果,可以多测量几次,即在零件的同一截面上的不同方向进行测量。对于较长零件,则应当在全长的各个部位进行测量,以获得一个比较正确的测量结果。
2.2内径零件的检验
内径零件(孔类零件)主要检查内径尺寸、圆度和圆柱度误差。检验内径零件的圆度和圆柱度误差时直接用内径量表即可;检验内径尺寸时,先将内径量表插人要测量的孔内,来回摆动,记住大小指针的极限位置读数。然后用外径千分尺卡住上述内径量表的测量杆,调整千分尺,使内径量表的读数与插在孔内时相同。此时,外径千分尺上的读数就是要测孔的直径。
2.3齿轮零件的检验
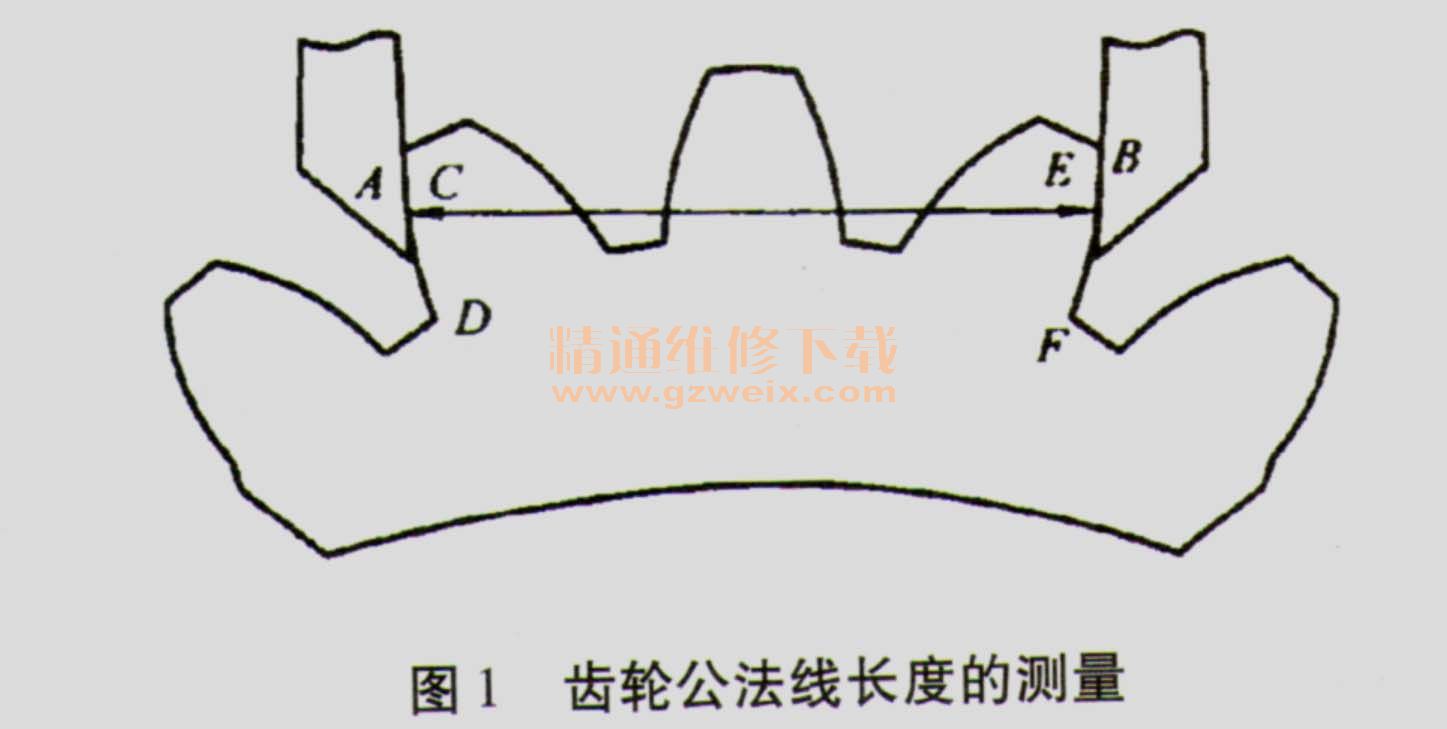
齿轮的轮齿、花键轴和花键孔的键齿都可视为齿轮零件。齿轮的主要损伤有:渗碳层的剥落,齿面磨损、擦伤、点蚀,个别轮齿折断等。齿轮损伤一般可以用观察法检验。齿面的点蚀和剥落面积不应超过25%。有明显阶梯形磨损或断齿现象时,应报废。齿面磨损后,测量齿轮的公法线长度并与新齿轮的公法线长度进行比较,便可确定齿轮的磨损程度。测量公法线长度的方法如图1所示。渐开线齿轮的公法线长度L可用下式计算:
当压力角a =20°时,
L=m〔2.9521(n一0.5)+0. 014Z〕
式中:L一公法线长度;
N一跨齿数,n=0. 111Z+0.5;
Z一齿数;
m一模数。
2.4滚动轴承的检验
对于滚动轴承,首先要进行外表的检验。内外座圈滚道和滚子表面均应光洁平滑,无烧蚀、疲劳点蚀和裂纹,不应有退火变色现象。保持架应完好无损。滚动轴承的轴向间隙和径向间隙应符合技术要求。用手转动轴承时应无卡滞现象,无撞击声。
2.5零件变形的检验
2.5.1直线度误差的检验
轴线的直线度误差是指轴线中心要素的形状误差。从理论上讲,直线度误差只与轴线本身的形状有关,而与测量时的支承位置无关。但在实际检验中,轴线的直线度误差常用简单的径向圆跳动来代替,如图2所示。这样获得的检测结果已能满足一般生产中的技术要求。
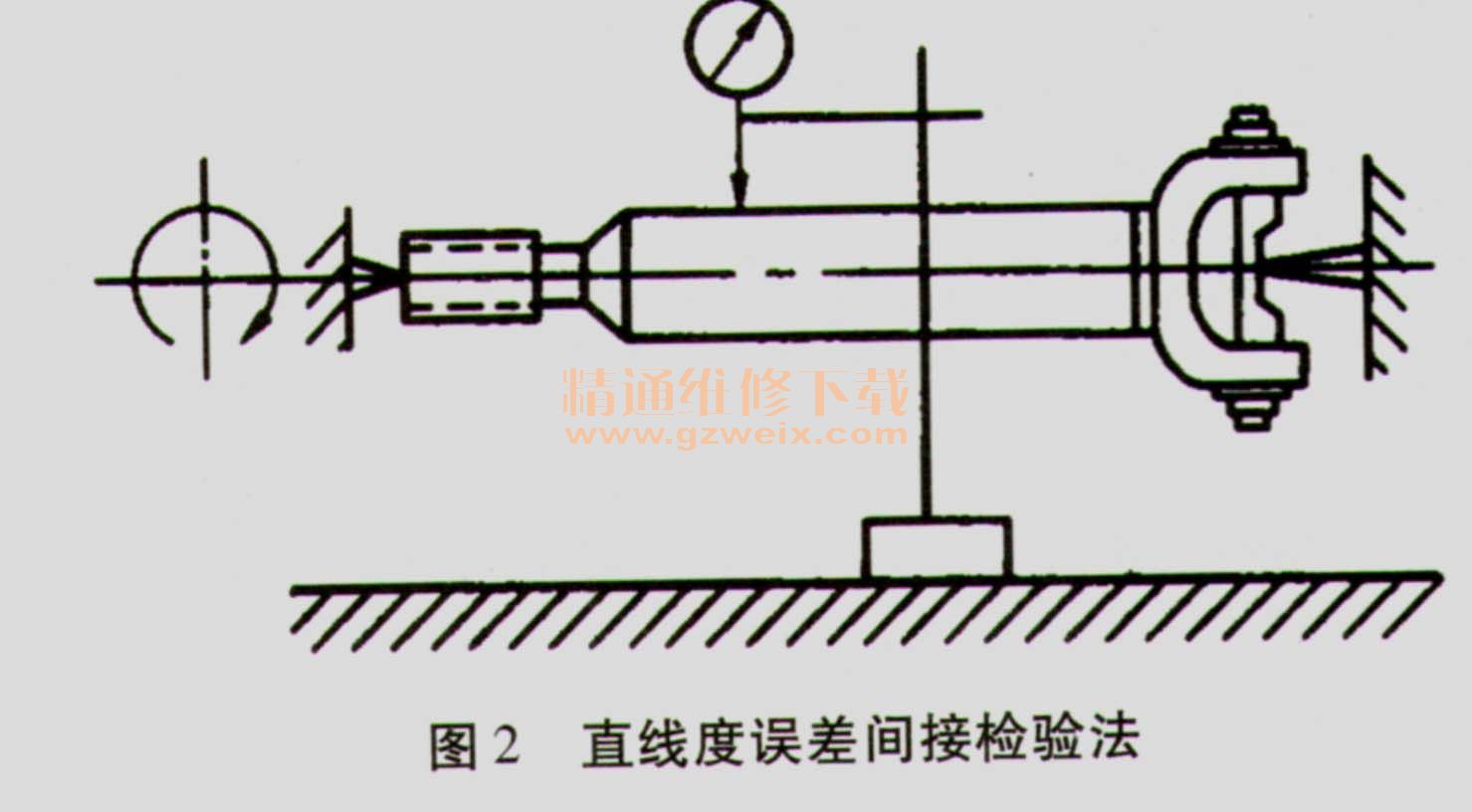
轴颈表面的径向圆跳动是指在轴的同一横截面上被测表面到基准轴线的半径变化量。它是相对关联要素而言,其径向圆跳动量的大小与基准的选取有关,随轴的支承方式和位置的不同而变化。
2.5.2平面度误差的检验
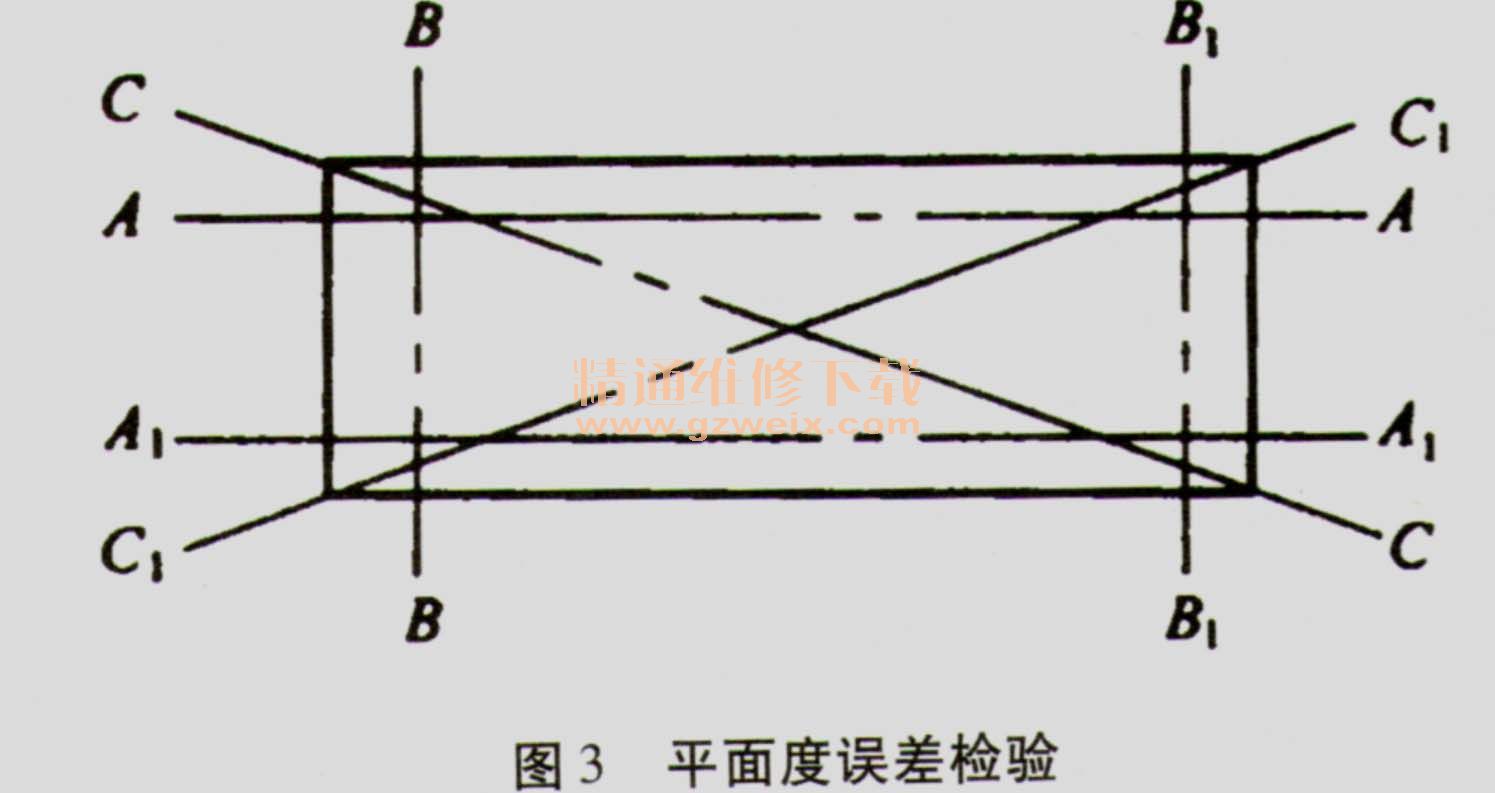
(1)用直尺和厚薄规检查零件的平面度误差:将直尺的边缘(长度大于被测件平面的长度)沿测量直线AA、A1A1、BB、B1B1,CC、C1 C1与被测平面靠合,用厚薄规测量直尺与零件平面之间的间隙,如图3所示。按照技术规范的规定,在平面的每50 mm长度或全长内不允许超过一定的数值。
(2)用检验平板和厚薄规检查零件的平面度误差:壳体零件的分离平面(如变速箱的上平面、气缸体的下、上平面)是不规则的环形窄平面,检查此类零件的平面度时必须将零件的分离平面与检验平板相接触,然后用厚薄规测量其接触间隙。也可用高度游标卡尺进行检查。还可用标准板涂以红铅油与零件的平面对研,观其接触印痕来判断。利用上述方法检测平面度误差的数值是一个近似值。但由于设备简单,测量方便,在生产中比较实用。
(3)用平面度检验仪检验零件的平面度误差:如测微法与平尺拖表法。





