・上一文章:剖析捷豹F-PACE新技术亮点(一)
・下一文章:立式纱缸染色机应力集中情况研究
1.5卸料装置设计
卸料装置(4)(如图1、图7所示)设置有推料支撑架、推料杆(43)和推料杆驱动装置。该卸料装置体积小、结构紧凑,满足了机组的体积空间要求。
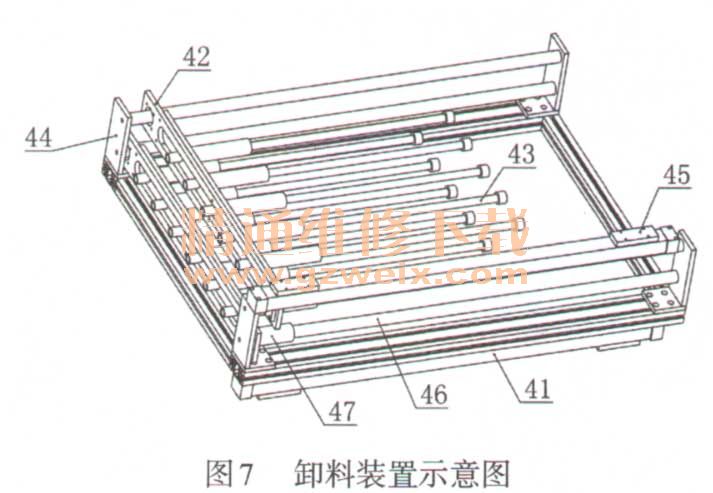
推料支撑架固设于机组机架(1)并与控制器电连接,推料杆可滑动地设置于推料支撑架,推料杆驱动装置与推料杆驱动连接,当推料杆推送物料时,推料杆抵顶推送接料叠堆装置(3)中的物料。
1.6传送装置设计
传送装置(5)(如图1、图8所示)包括有传送支撑架(51)、传送链组、限位杆(53)、传送链驱动装置及第一贴靠单元(55)。
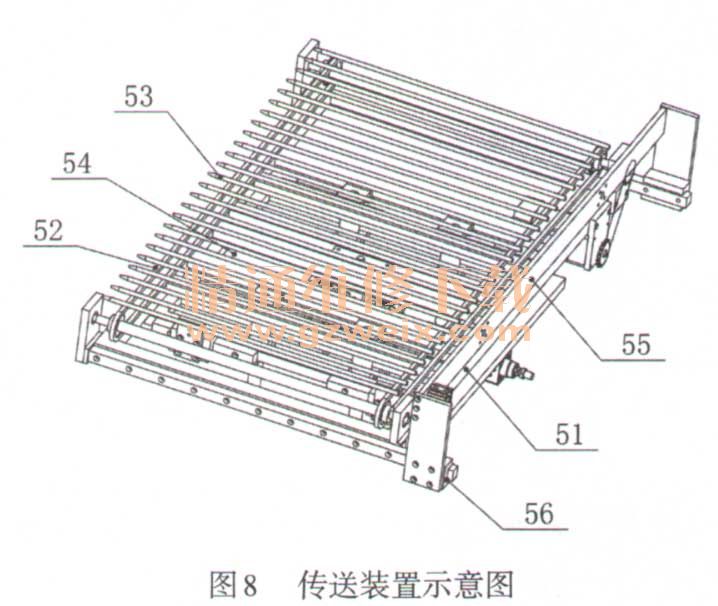
传送链组装设于传送支撑架(51)。传送链驱动装置与控制器电连接,连接驱动传送链组。多根限位杆(53)可拆卸地装设于传送链组,相邻两根限位杆之间形成用于承载物料的限位槽(54)。限位槽可确保叠堆成条的塑料容器在传送过程中不会因滚动而歪倒及散乱,并且可根据容器的宽度要求调整限位杆的间距,操作方便,灵活性高。
贴靠板推送驱动装置为气缸(即贴靠板推送气缸)。当需要接盖时,贴靠板推送气缸将贴靠板推送到预设位置,此时贴靠板推送气缸的活塞杆复位与贴靠板分离。由于机组的传送支撑架(51)安装时呈倾斜设置,叠堆成条的杯件以同一倾斜度自高的一端送入,并由贴靠板承接,这样就有效地使叠堆成条的塑料容器件或者盖子在传送中不发生倒塌散乱的状况,贴靠板由物料依靠并推动复位。
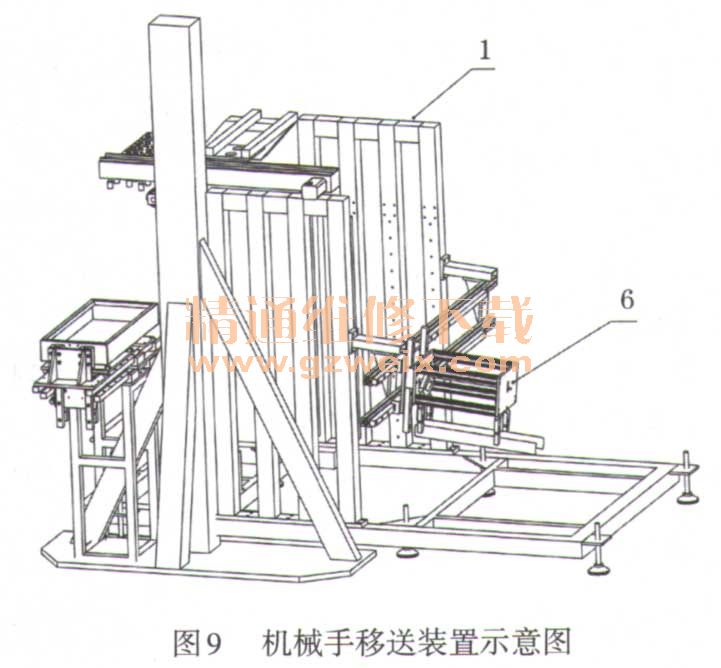
1.7机械手移送装置设计
机械手移送装置可按需移动到不同位置抓取物料并送至指定位置放下,防止物料滚动传送而倒塌散乱,特别适用于叠堆成条的盖子等直径接近或大于高度的塑料容器的移位传送。
机械手移送装置(6)(如图1、图9所示)可平移及升降地装设于机组机架(1),且位于传送装置(5)及自动套袋装置(7)的上方。
1.8自动套袋装置设计
自动套袋装置(7)(如图1、图10所示)包括有传送单元、贴靠装置(73)、膜支撑送料单元和制袋热封单元。
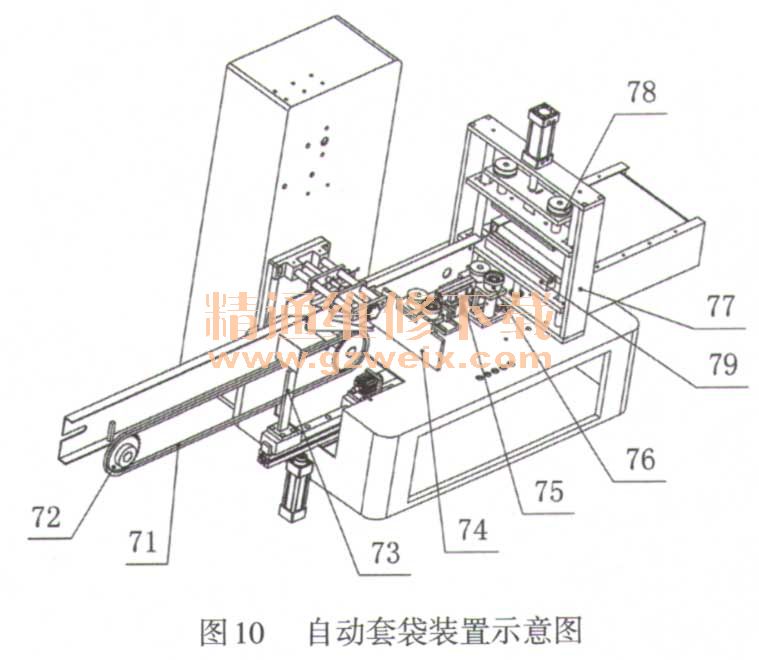
传送单元包括有传送驱动装置、传送链(71)、传送道以及用于推送物料的推送件(72) o
制袋热封单元设置有中封装置和端封装置。中封装置包括有一对传送压轮(74)、一对中封电热元件(75)、一对传送拉轮(76)以及中封传送驱动装置。端封装置包括有端封上电热元件(78)、端封下电热元件(79)、端封支撑架(77)、上端封气缸和下端封气缸。
套袋并中封后的物料经过端封装置,上端封气缸和下端封气缸根据控制器的指令驱动端封上电热元件和端封下电热元件合在一起,此时,电热使得膜袋微融粘接,而同时切刀和刀槽将粘接切开,实现了膜袋端部封口机切割的目的,完成后上端封气缸和下端封气缸驱动端封上电热元件和端封下电热元件分离。





