・上一文章:路面铣刨机洒水系统结构及匹配参数
・下一文章:奥迪轿车V8增压燃油分层直喷式汽油机(二)
(3)无空气塑料焊接
无空气塑料焊接是在无空气源的情况下,用电加热元件熔化直径小于3mm的焊条所进行的焊接。这种焊接方法可消除板翘曲及焊点粗大现象。无空气塑料焊接程序如下:
①焊条放在预热室中时,将焊嘴的底板平面部分放在V形槽中;
②把握焊炬直至焊条熔化并从底板流出;
③焊接时需施力使焊条进入预热室,注意进给量不能太大;
④慢慢移动底板并交叉往来直至槽中填满熔化的塑料;
⑤熔化的塑料要进入基体材料中,特别是要进入V形槽的顶部;
⑥一次完成焊接25mm长度,在塑料冷却之前使焊点平滑。
(4)焊接形式
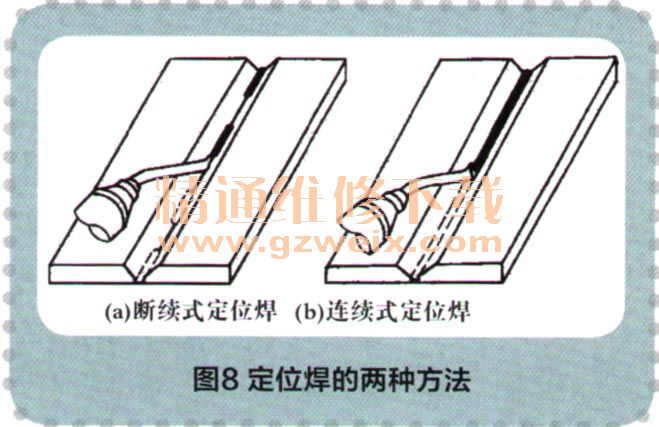
进行定位焊接时两板材的接边要对准,较长焊缝可先进行断续定位焊几小段,然后再进行连续焊接如图8所示。
定位焊接程序如下:
①对准损伤部位,并用夹具或铝质胶带固定;
②用定位焊嘴熔化损伤部位两边,沿着裂纹根部形成薄的粘结结合面;
③把焊嘴尖端沿着焊区移动进行定位焊接;
④定位焊接不需焊条,将焊嘴尖端熔化两接边,熔化部分使两接边对准粘结而形成焊缝;
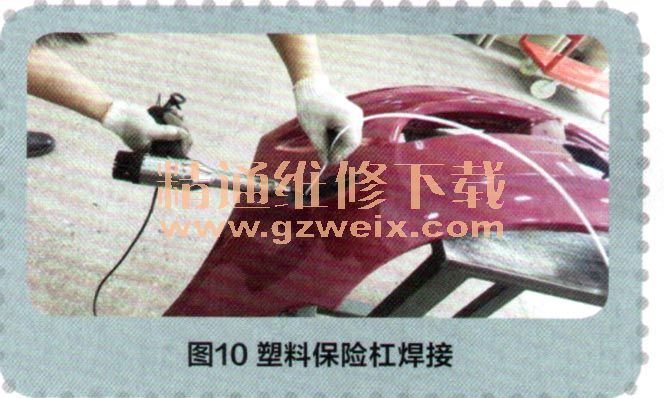
⑤断裂损伤保险杠的焊接修理:准备塑料焊接修理工具一套;修理时先对损伤保险杠的损伤区打磨、开坡口如图9所示;对塑料保险杠开裂处进行焊接如图10所示;对焊后保险杠打磨焊缝至平整如图11所示。


(5)焊接修理的注意事项
焊接修理时应注意以下事项:
①对塑料件打磨后一定要将表面的打磨尘清洁干净;
②对塑料件焊接时,如果焊缝较长要作多段定位焊接;
③焊接时对塑料件的加热温度不能太高,以免烧损塑料成分;
④焊接后打磨一定要待塑料件冷却后再进行。



")

")