・上一文章:详解设计柴油机电控单元电源系统电路
・下一文章:检修大众帕萨特领驭全自动空调电路
3 冷凝器芯体边板与集液管焊接方式
3.1 目前平行流式冷凝器芯体边板与集液管的焊接方式
1) 将条状的边板翻边制作成弧形以便与集液管配合 (图4)。

2) 将扁管与集液管组装完成后 , 再将边板组装到芯体上。
3) 使用铁丝等将其固定于芯体上。
4) 在边板与集液管的接触部位采用手工氩弧焊进行点焊固定 (图5)。
3.2 改进后冷凝器芯体边板与集液管的焊接方式
通过对现有技术的分析, 结合冷凝器生产工艺状态, 我公司提出了2套创新性改进方案, 从根本上杜绝了冷凝器芯体边板与集液管焊接处泄漏的隐患。
1) 方案1
边板边缘上翻, 冷凝器堵盖下沉, 将边板与集液管氩弧焊焊点置于集液管堵盖之外。 具体方案如图6所示。
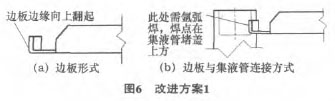
此种连接方案, 由于焊接部位位于集液管堵盖上方, 从根本上避免了因氩弧焊焊接过程中的过热灼烧造成的集液管泄漏隐患。
2) 方案2
将冷凝器边板及集液管进行结构优化 (图7a、图7b), 使边板能够插入集液管的边板槽内; 在进行冷凝器扁管组装时能够实现同时对边板进行组装固定, 之后同时置入NB炉内进行全自动钎焊焊接,具体方案如图7c所示。
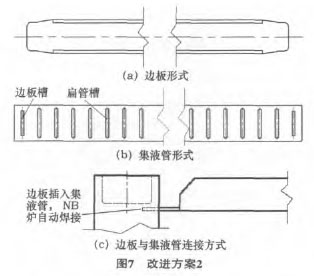
此焊接方案完全取消了氩弧焊工艺, 实现边板与芯体在NB炉内的同步自动焊接, 同时提高了生产效率及产品品质。
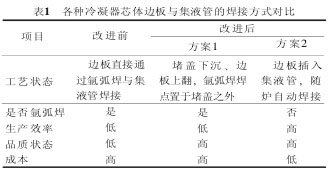
3.3 各种冷凝器芯体边板与集液管的焊接方式对比(表1)
4 结束语
长城汽车此车型冷凝器芯体按照方案1改进后,经过长期的市场考验, 冷凝器边板与集液管连接处再未出现泄漏问题, 此问题得到有效控制。 而从产品品质提升、 生产效率提高、 成本优化方面考虑,在新开发的冷凝器芯体中可采用方案2的方式来杜绝此问题的发生。
")
")
")
")

