・上一文章:汽车空调压缩机及控制系统常见故障(二)
・下一文章:日产骐达热车熄火后无法再启动
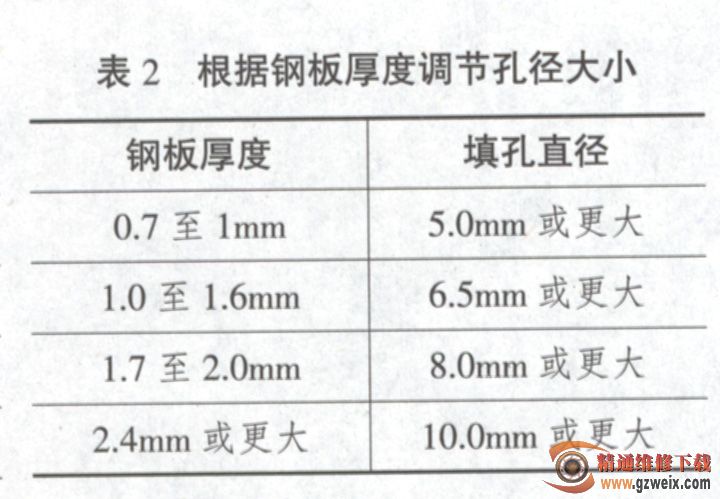
填孔焊的特点就是要在上层板件事先打好孔洞,根据钢板厚度不同,行业中有相应推荐的填孔直径(见表2)。当重叠的钢板在两块以上时,下层钢板的孔洞要逐级小于上层钢板的孔洞,只要填满上层钢板的孔洞就可将所有钢板焊接在一起。
3.对接焊
对接焊通常适用于钢板更换时不允许重叠焊接的区域。如汽车后翼子板外板更换,C柱对接处常采用对接焊,不允许重叠。那么对接焊采用的是焊机的连续点焊模式。
第1步,待焊的板件间隔在1 mm左右装夹好之后进行定位点焊,定位焊点的间距选择钢板厚度的15-30倍,焊枪通电时间稍短,固定住即可(如图6所示)。
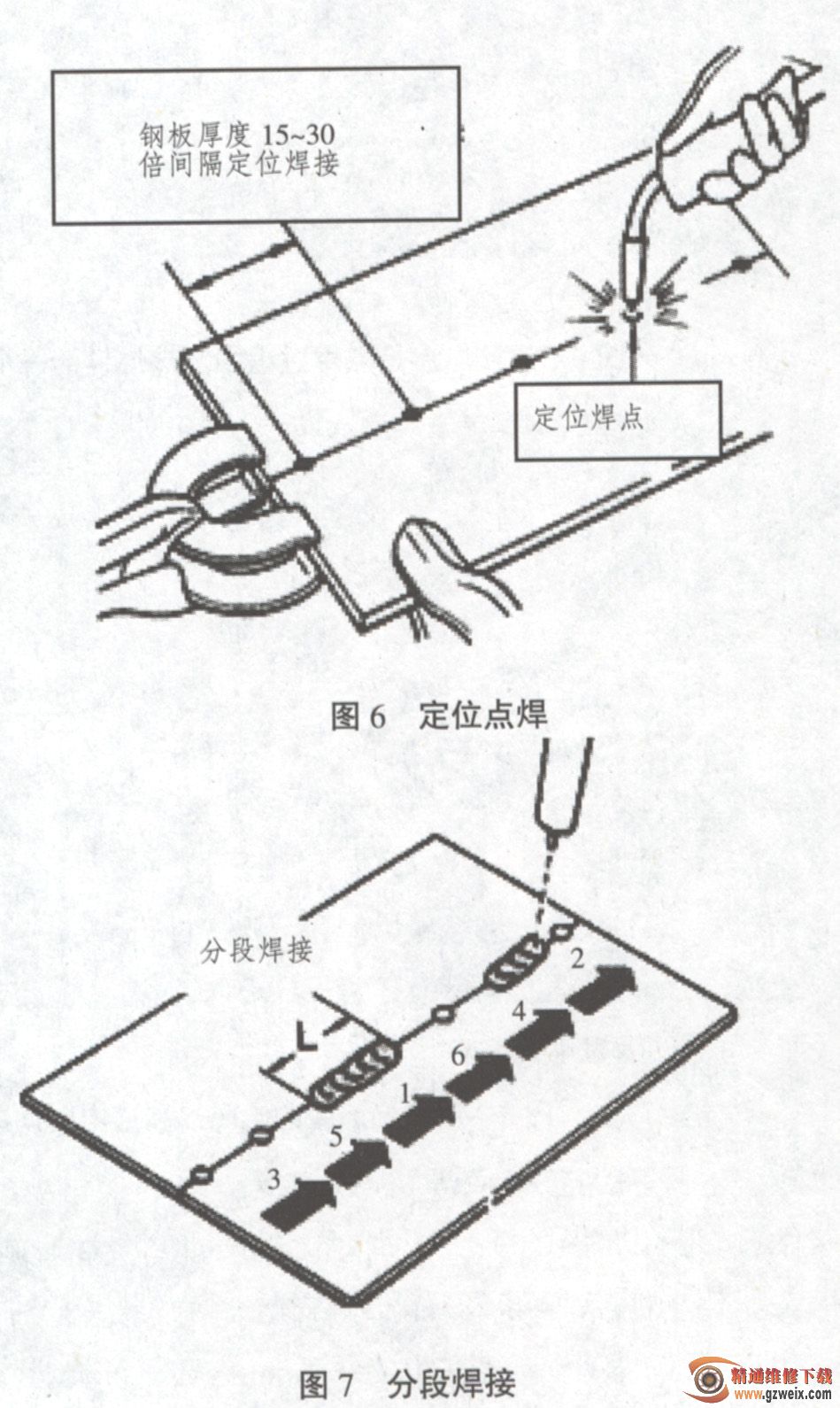
第2步,磨平定位焊点焊之后焊枪沿着要焊接的方向倾斜前进,焊枪从上一焊点的下端开始起弧,通电2s左右断电即可保证熔深,形成堆叠。由于气体保护焊会产生较大焊接热量,要求操作者采用分段间隔连续点焊,可以有效减少板件受热而扭曲变形(如图7所示)。
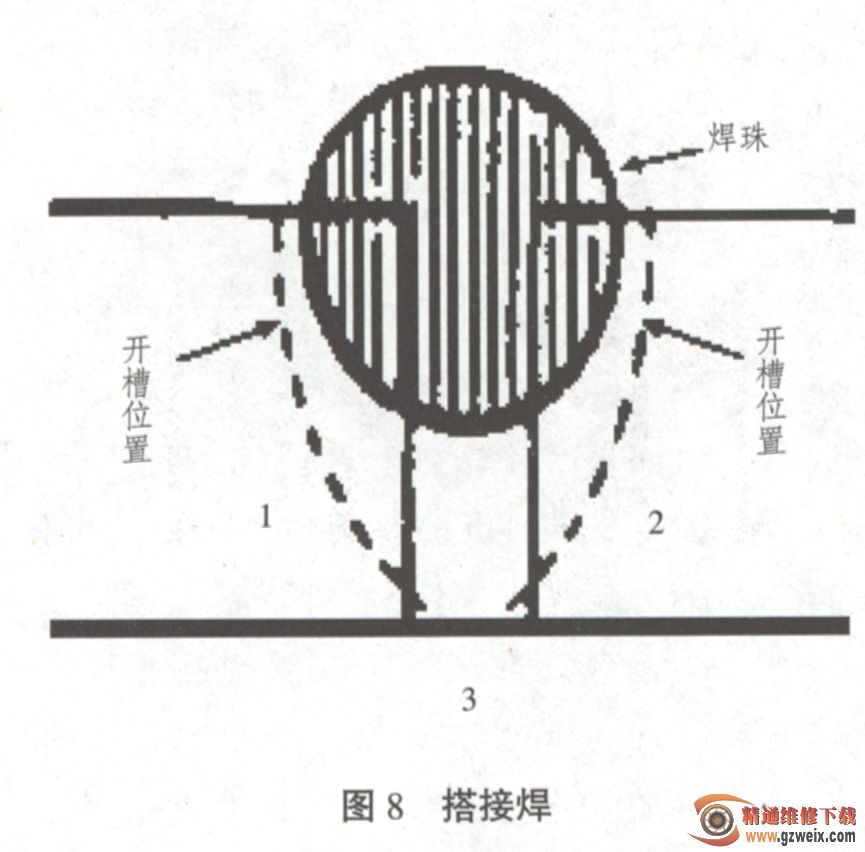
4.搭接焊
搭接焊主要是将2块或3块重叠在一起的钢板焊接成一体,主要应用在对接焊或填孔焊接所不适用的区域。比如更换车架、大梁时,较厚钢板的焊接就会用连续焊的方法进行搭接焊。
")
")
")
")

