・上一文章:汽车空调压缩机及控制系统常见故障(二)
・下一文章:日产骐达热车熄火后无法再启动
鉴于搭接焊的特性,在三块钢板进行焊接时(如图8所示),1号、2号板件之间要有3-4mm的间隔;为保证焊丝能
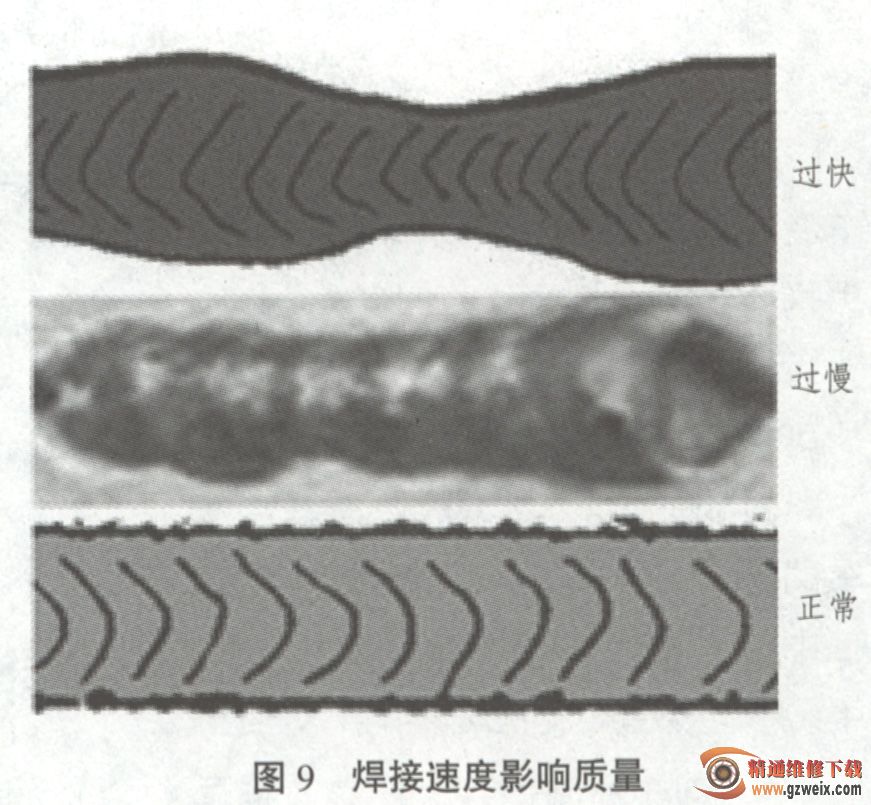
够顺利熔化渗透至3号板件,必须在1号和2号板件虚线位置开一道槽口,如此既能保证焊缝足够饱满,又能保证钢板的焊接强度。其次,焊接的速度对焊接质量有着很大的影响(如图9所示)。焊接速度过快,熔深和焊珠的宽度将会减小,进而导致焊接强度不足;焊接速度过慢,钢板过热,极有可能熔穿钢板;一般保持在1 m/min的速度即可得到光滑饱满的焊缝。
三、结论
综上,汽车维修中车身修复常用的2个焊接类型各有所长,本文在介绍它们各自特性的基础上,根据会选、会用、用好的原则逐一讲述。电阻点焊受操作者
影响较小,主要在于点焊机性能。故着重从影响其焊接质量的因素进行分析,比如焊接通电时间的长短、施加压力和通电电流的大小,以及焊点位置分布的行业建议等。而气体保护焊的焊接强度和质量与操作者的经验有着紧密的联系。故着重于其3种焊接方法的适用范围和操作经验的讲解和分析。比如填孔焊法中孔径大小的行业标准;对接焊法中定位焊点的间隔和分段间隔焊接方法;搭接焊法中速度对熔深渗透、焊缝饱满的影响。本文所阐述的主要观点以及相关注意点都是在实际操作中不断总结、完善而成,希望对车身修复从业者有一定的规范指导作用。
")
")
")
")

