・上一文章:怎样检查及校正已弯曲的曲轴?
・下一文章:如何检查柴油机喷油器的密封性?
柴油机维修服务时,气门座圈的维修是例行工作。其要点如下所述。
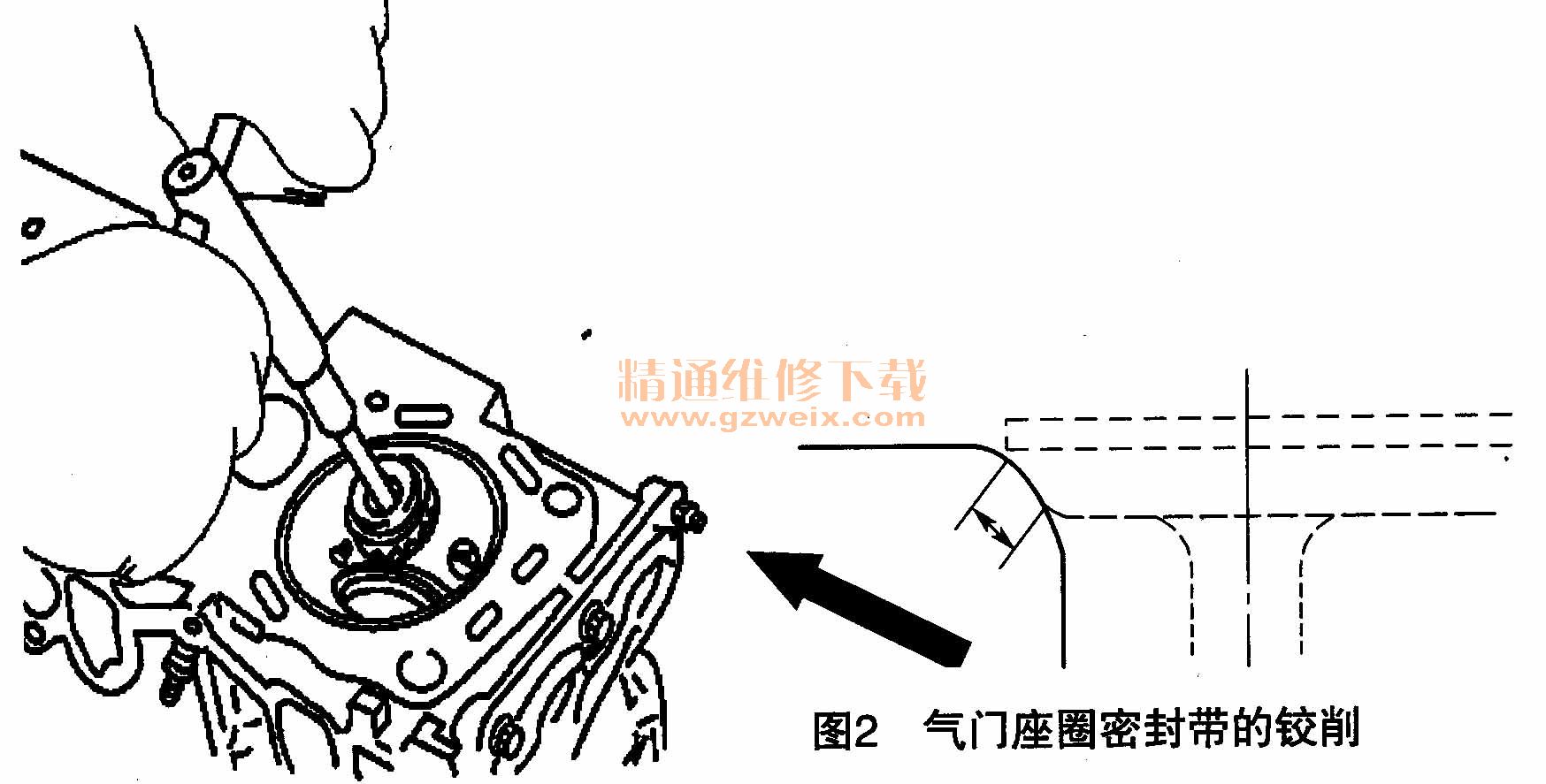
(1)铰气门座密封带。以气门导管孔为基准定位,用专用铰刀铰削气门座圈的密封带,如图1和图2所示。
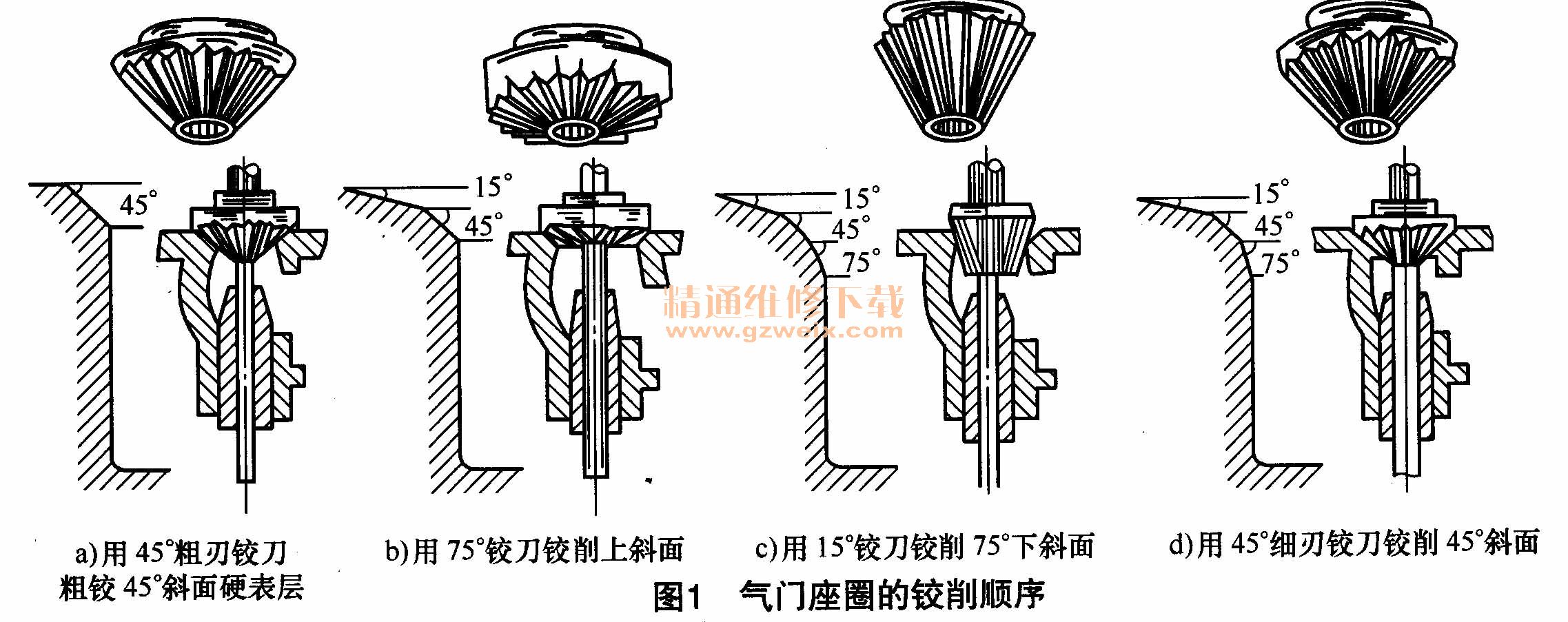
具体操作要领:先用45°铰刀进行初铰。铰削时,铰刀应正直,两手用刀要均匀、平稳。使用光磨过的气门进行试配,接触面应在气门工作斜面的中下部,进气门接触带宽度约为1.5~1.8mm,排气门约为1.8~2.2mm。
如果接触面过窄,则会影响密封和散热;如果过宽,则容易积炭,不能紧密吻合,也影响密封。如接触面偏上,则应加大15°斜面铰削量,使接触面下移;如接触面偏下,则加大75°斜面铰削量,使接触面上移。应边铰边配合,使气门接触面在中下部。最后用45°(或30°)的细刃铰刀或在铰刀上垫上细砂布进行精铰,以减小接触面的表面粗糙度。
(2)研磨气门:在气门的密封带面上涂上薄薄的一层研磨膏,将气门装入气门导管和气门座,以气门导管为导向,上、下不断敲打和旋转气门,变换气门与气门座的担对位置,以保证研磨均匀。研磨结束后,抹去气门与气门座的研磨膏,并用干净的柴油或汽油清洗干净,检查气门座密封带,其技术指标应符合下述要求
①气门座表面粗糙度:Ra=3.2。
②密封带宽度:进气门为1.51~1.81mm;排气门为1.86~2.22mm。
③气门座锥面角:进气门30°;排气门45°。
④测量气门下沉量:将气门缸盖底平而朝上水平放置,放入气门,用游标卡尺或千分尺测量气门的下沉量,其值应在0.99~1.52mm之间。
⑤检查气门与气门座密封性:将气缸盖底平面朝上水平放置,放入气门,把煤油或柴油加入气缸盖与气门头部端面形成的凹坑内,在3min内应无渗漏现象。若有渗漏,则应重新研磨,直到无渗漏为止。





