4ЃЎе§ЪБСДЕЅдЊАВзАВНжш
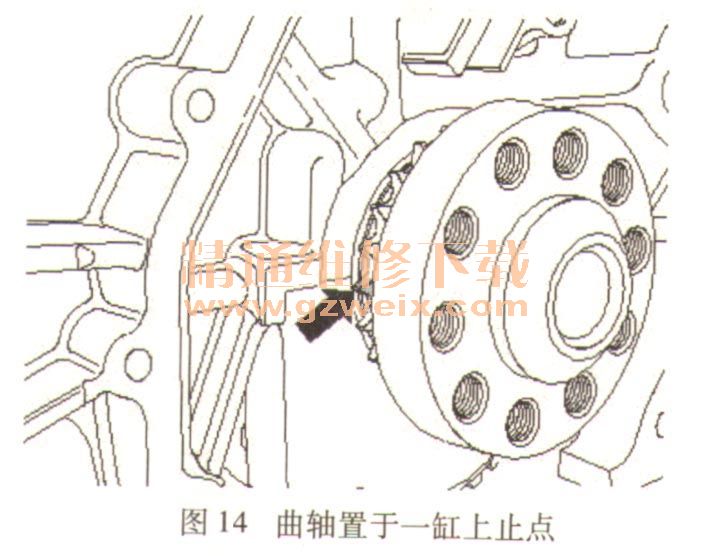
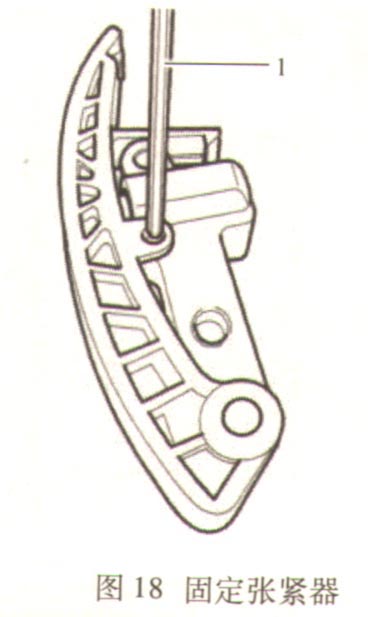
1ЃЉНЋЧњжсжСгк1ИзЩЯжЙЕуЮЛжУЃЌДЫЪБДЋЖЏСДЩЯЕФФЅЦНТжГнЃЈЭМ14жаМ§ЭЗЃЉБиаыгыжсЭпНгЗьЖдЦыЃЌМћЭМ14ЁЃ
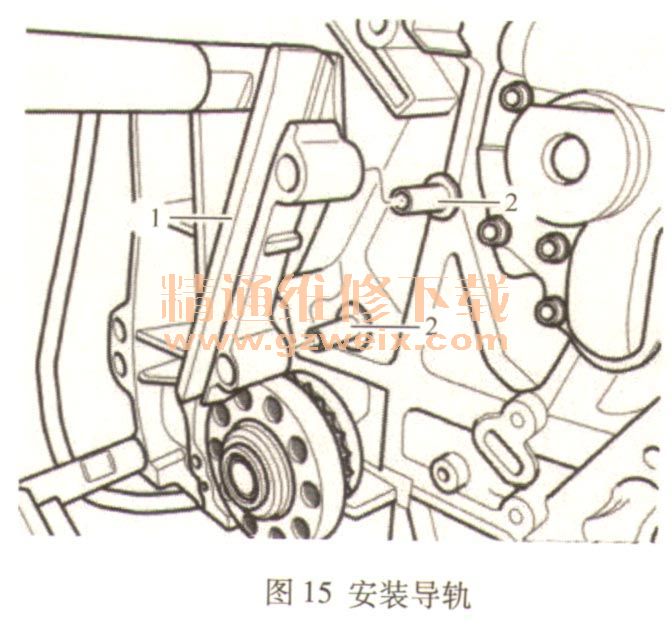
2ЃЉАВзАЕМЙьЕФСНИіЮоЭЙМчТнЫЈ2ЁЃХЁНєСІОи10N·mЃЌШчЭМ15ЫљЪОЃЌНЋЕМЙь1ВхЕНТнЫЈ2ЩЯЁЃ
3ЃЉНЋЛњгЭБУжс1ЕФЦНУцВрЃЈЭМ1-126жаМ§ЭЗЃЉгыБъМЧ2ЖдЦыЗХжУЃЌМћЭМ16ЁЃ
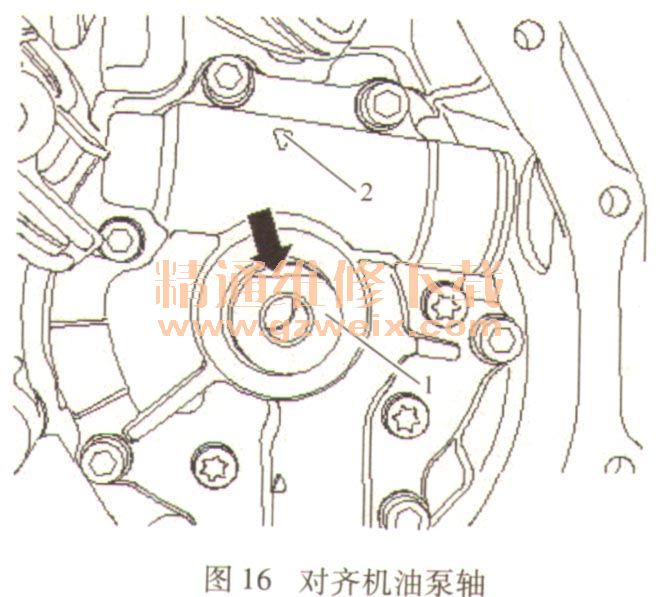
4ЃЉНЋе§ЪБСДВхШыЕМЙьжаЃЌВЂзАдкЧњжсЩЯЁЃЬсЪОАДБъМЧЕФзЊЖЏЗНЯђАВзАСДЬѕЁЃ
5ЃЉНЋСДЬѕзАЕНСДТжЩЯЁЃ
6ЃЉНЋСДТжзАЕНе§ЪБДІЃЌЪЙСДТжЕФаЁдВПзЖдзМЛњгЭБУЩЯЕФБъМЧШчЭМ17жаМ§ЭЗBЫљЪОЁЃ
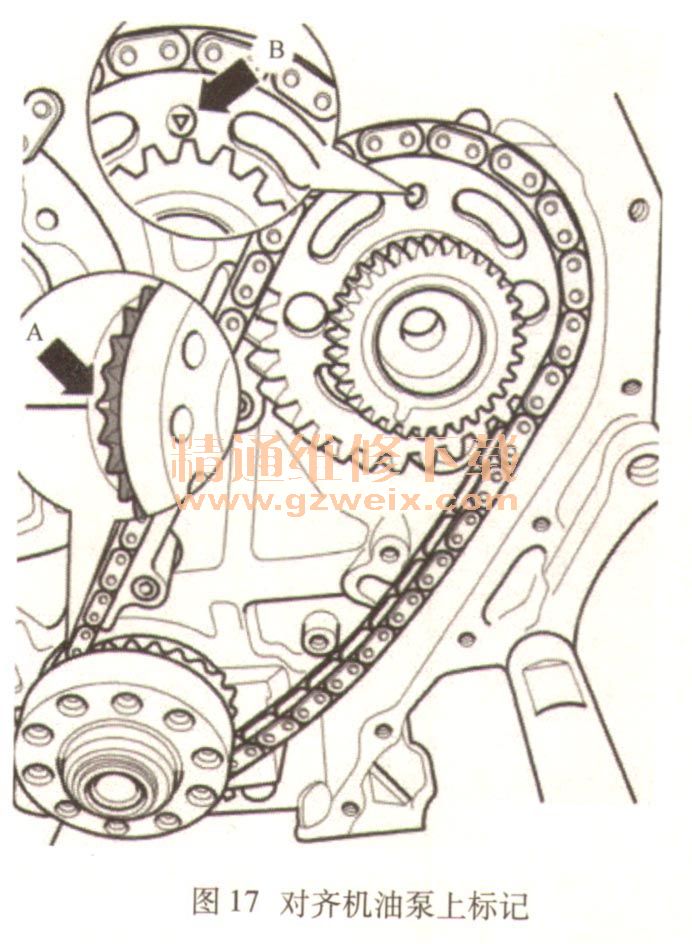
7ЃЉНЋСДТжзАЕНЛњгЭБУжсЩЯЁЃЕМЙьжаЕФе§ЪБСДЬѕгІБЪжБЕФЩьеЙжСЛњгЭБУжсЩЯЁЃДЋЖЏСДТжЕФФЅЦНТжГнБиаыгыжсЭпНгЗьЃЈЭМ17жаМ§ЭЗAЃЉЖдЦыЁЃЛњгЭБУСДТжаЁдВПзБиаыгыКѓВПБъМЧЃЈЭМ17жаМ§ЭЗBЃЉЖдЦыЁЃ
8ЃЉШчЙћЮоЗЈзАШыСДТжЃЌдђТдЮЂзЊЖЏЛњгЭБУЁЃ
9ЃЉАВзАСДЬѕеХНєЦїЁЃ
10ЃЉНЋеХНєЙьбЙЯђСДЬѕеХНєЦїЃЌВЂгУЭЈгУжсЯњ1ЫјЖЈЃЌМћЭМ18ЁЃ
11ЃЉАВзАСДЬѕеХНєЦїЃЌВЂвд8N·mЕФСІОиХЁНєЙЬЖЈТнЫЈЁЃ
12ЃЉРГіжсЯњ1ЃЌЧњжсВЛдЪаэзЊЖЏЃЌМћЭМ18ЁЃ
13ЃЉНЋ
ЦјИзИЧФкЕФЭЙТжжсжУгкЦјИз1ЕФЩЯжЙЕуЁЃ
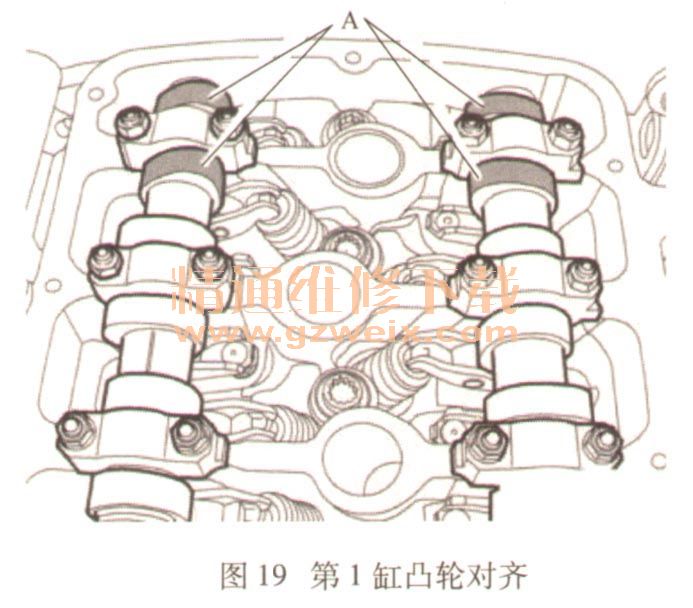
14ЃЉЦјИз1ЕФЭЙТжAБиаыЯрЖдЃЌМћЭМ19ЁЃ
ЧЩЃЉдкСНИіЭЙТжжсЖЫВПВлжаВхШыЭЙТжжсГпT10068 AЁЃ
16ЃЉБивЊЪБгУДєАтЪжаЁЗљЖШЕизЊЖЏЭЙТжжсЁЃ
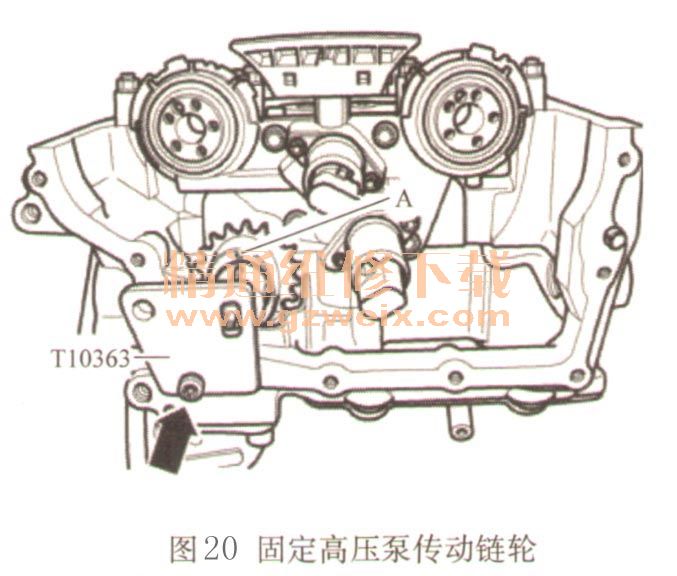
17ЃЉгУЕїНкЙЄОпT10363ЙЬЖЈИпбЙБУДЋЖЏСДТжЕФЮЛжУЃЌШчЭМ20ЫљЪОЃЌИпбЙБУДЋЖЏЭЙТжЩЯЕФБъМЧAБиаыЮЛгкЩЯВПЁЃ
ЩЯвЛвГ [1] [2] [3] [4] [5] ЯТвЛвГ





