(4)焊接较薄底板
制作补焊底板选择与原底板材质相近、厚度为25mm的16Mn钢板制作补焊底板。经测量,较薄底板挖补部分尺寸为950mm× 1080mm。根据坝(量出的尺寸,用石笔划线,用氧乙炔割炬切割出补焊底板。同时制作1个耳孔为30~40rnm的吊耳。
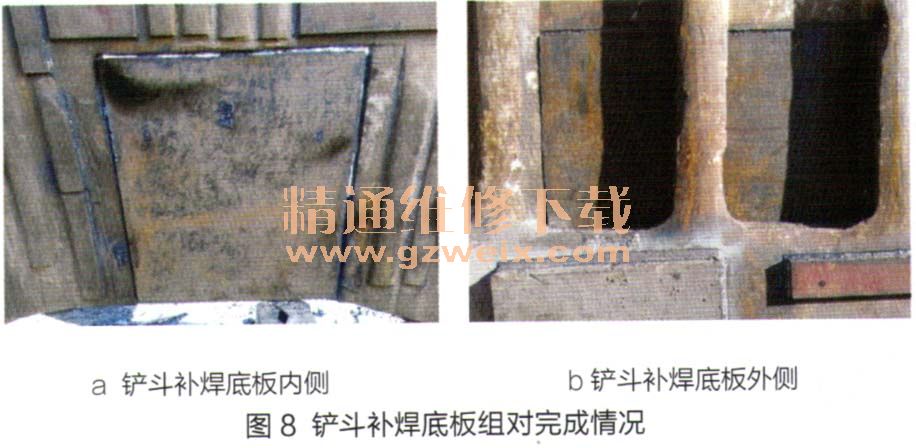
组对定位组对定位步骤如下:首先,将吊耳焊接在补焊板材上端中心处,以保证其平衡,便于组对;其次,用吊车将补焊板材吊起,并调整其位置,若有不合适的地方用氧乙炔割炬进行修割,以达到组对要求(组对间隙控制在5mm之内)。最后,若补焊底板板材与铲斗底板不在一个平面上,要使用千斤顶或7字码及衔铁进行调整,待调整合适后进行定位点焊。铲斗补焊底板组对完成情况如图8所示。
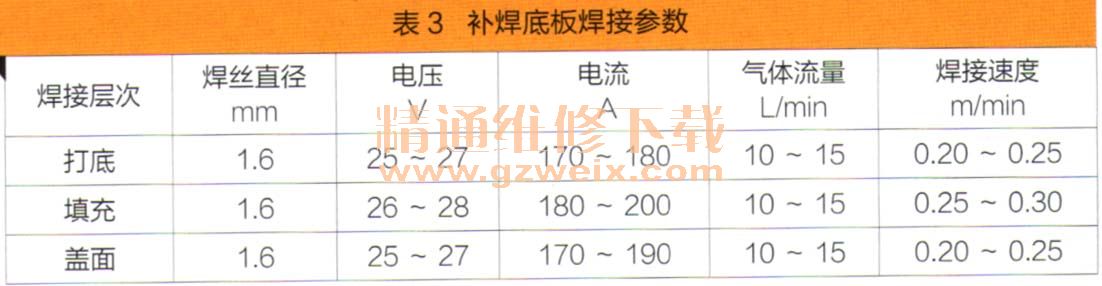
焊缝焊接焊接时,补焊底板与铲斗不锈钢焊缝接触部位及与斗栓插座接触部分,都要采用不锈钢焊丝进行焊接,焊接参数与焊接较厚部位时相同。其余部位焊缝焊接采用型号为LW-81Ni1的碳钢焊丝进行焊接,具体焊接参数如表3所示。
焊缝焊接形式为对接焊缝和角焊缝,焊缝位置是平对接焊缝和横对接焊缝以及立角焊缝。由于铲斗立放,焊缝焊接顺序是:先焊接铲斗外侧焊缝,再用吊车将铲斗放平后焊接内侧焊缝。
在完成补焊板材焊接后,需铺设耐磨板。由于底板不平,要将耐磨板分成两段铺设,且耐磨板的尺寸要比补焊底板小一些。耐磨板与斗栓插座接触部分要用不锈钢焊丝焊接。
(5)焊接注意事项
焊缝焊接时,应注意以下事项:
一是每焊完2、3道焊缝,都要用风铲敲击焊缝,以便清理熔渣、降低焊保温缓冷处理,温度一般控制在60~100℃之间,时间控制在1~2h之间,应使用石棉布覆盖焊缝,直至焊缝降至室温。
四是用肉眼、低倍放大镜以及焊口检测尺,对焊缝外观进行检查。若焊缝外观无问题,再使用超声波探伤仪,采用直接接触法对重要焊缝进行内部检查,对不合格部位进行修磨或接应力和层间温度,使用风镐时应做好防风措施。若发现焊缝存在气孔或夹渣,应停止施焊,使用碳弧气刨将气孔和夹渣清理干净后,再继续施焊。
二是严禁在坡口附近以及母材上打弧,电焊机电缆线要保持绝缘良好,避免因短路打伤焊体。施焊时宜采用细焊道、多层多道焊接方法,层间温度控制在120℃以下。打底焊时要保证焊透,盖面焊时要防止咬边,以确保焊缝质量。
三是焊接完成后,要对焊缝进行补焊。直接接触法采用的A型脉冲反射探伤仪操作简便、灵敏度高,探伤图形简单、容易判断,在实际探伤中得到广泛使用。
按照以上修复工艺将WK-55型电传动挖掘机铲斗底板修复后,至今已经运行1年有余,未发现任何变形和断裂现象,工作情况良好,为类似结构件的修复提供了一可借鉴经验。
上一页 [1] [2]





