・上一文章:将故障三联泵改造为双联泵的方法
・下一文章:平地机发动机罩改装升降机构
土压平衡式Φ6 140型盾构机刀盘支撑法兰与主驱动连接处有一道端面密封,用于防止泥砂进入轴承内。在长期的运转过程中,其刀盘支撑法兰密封位极易出现磨损。
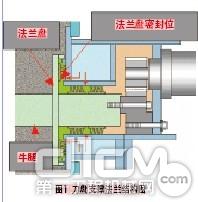
在检修2台已完成5 km推进的盾构机时,发现其刀盘支撑法兰密封位处均已经出现不同深度凹槽,多唇密封的3道唇边均已磨损。磨损区域及磨损情况如图2所示。经测量和试验分析认为,产生磨损的原因有3种:一是泥砂类杂物侵入;二是润滑油脂泵泵送能力下降,使每个点的油脂注入量下降,润滑效果变差;三是外侧环缝钢板磨损后间隙增大,使得了泥砂涌入的几率增大。分析认为,防止泥砂进入法兰盘面的关键是防止密封位磨损。
1.选择修复方式
盾构刀盘支撑法兰密封位磨损,一般可采用以下3种修复方式:
(1) 直接补焊磨损部位
即利用CO2气体保护焊,采用分段焊方式进行修复。该机支撑法兰密封位局部磨损量较大,需要分层焊接,但因法兰厚度仅有40 mm,控制变形量存在一定的困难。

(2) 磨损部位镶嵌圆环
即在磨损部位镶嵌圆环,并采用螺栓固定。但因镶嵌圆环宽度较窄,厚度较薄,固定圆环的螺栓孔位较浅,使得圆环在磨损过程中易被磨穿。且在原法兰上加工较多的螺栓孔,对法兰的强度有一定的影响。此外,该方法加工复杂、定位困难,存在一定的安全隐患。
(3) 镶嵌圆环加补焊
即在磨损部位镶嵌圆环,利用CO2气体保护焊焊接固定。此方式相对方式1焊接量大大减小,而相对方式2对法兰本身影响较小,圆环固定更为可靠。综合比较以上3种修复方式的优缺点,决定采用第3种方式进行修复。
2.修复前的准备工作
(1) 清理和测绘
刀盘支撑法兰密封位处圆周尺寸较大且深度较深,为了确保圆环整体镶嵌的精度,应先将法兰清理干净,再测绘出磨损部位的尺寸。通过检验,确定法兰的母材材质为Q235钢,所以圆环也采用Q235钢。

(2) 采用立车加工圆环
采用立式车床,将与法兰盘同材质的厚度为25 mm钢板,按照测绘尺寸加工1个直径为3 270 mm的圆环,并保证圆环圆度、平面度。再将圆环单侧面切削5 mm,作为镶嵌圆环与法兰的结合面。
(3) 固定与车削
利用立式车床转盘上的固定夹具分别从径向的内、外2个方向,将刀盘支撑法兰的6个牛腿固定在立车转盘上,用百分表先找好外周圆度。再找好6个牛腿与法兰的平行度,并用压板来调整固定,如图3所示。结合绘制尺寸、加工完成圆环的实际尺寸,车削法兰安装槽,在槽底平面两侧向上2 mm处加工40°坡口,作为预留焊口。车削过程中比对圆环实际尺寸,若有偏差及时调整,直到把圆环与法兰安装槽完全吻合为止。
3.焊接工艺





