・上一文章:卡尔玛TR618i型港口低速牵引车变速器工作原理及常见故障原因
・下一文章:集装箱正面吊与堆高机的主要区别
统计数据表明,挖掘机结构件质量问题在故障中占有一定比例,因此挖掘机结构件的质量影响整机质量。结构件的质量首先取决于其设计方案,其次取决于制造工艺。本文通过对挖掘机工作装置轴套、回转支承座、固定支架等3个关键部位结构件制造工艺的改进,说明工艺人员应在审核结构设计方案及制造工艺时,提出改进方法。
1.车由套的改进
(1)原结构及缺点
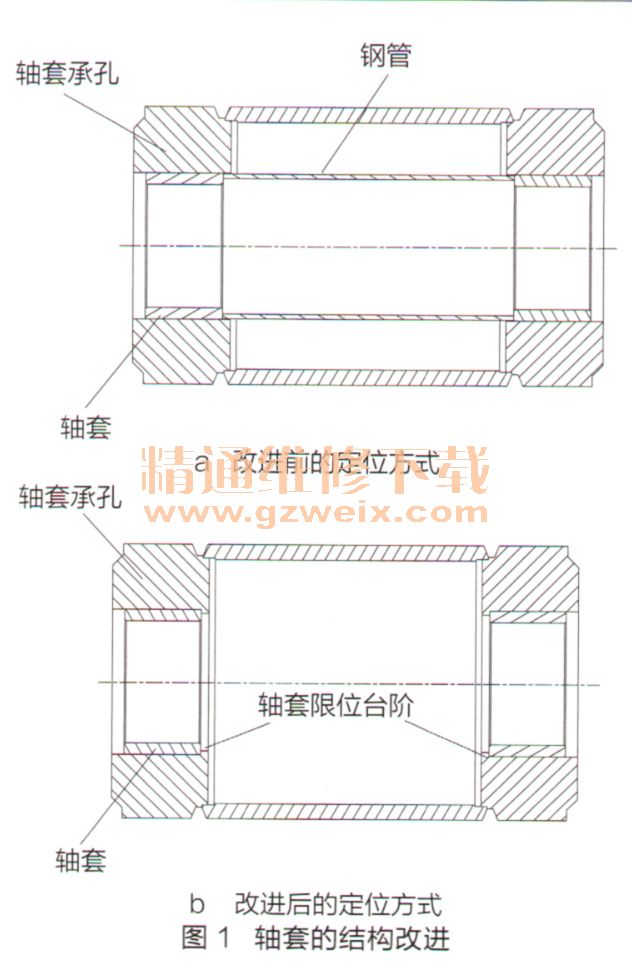
某挖掘机动臂、斗杆、铲斗轴套原结构如图1a所示。2个轴套在其座孔内的轴向定位采用1根钢管,由该钢管顶在两侧轴套的中间,以此限制轴套的轴向移动。
这种结构存在以下2个缺点:
一是轴套压装工序繁琐。该方案需先使用压装机压入1侧轴套,再从另1侧将钢管放置在2个座孔中间,最后使用压装机压入另1个轴套,如此需要3道工序。
二是不合格率较高。两侧轴套压入的深度由轴套座孔端面决定,由于座孔长度、钢管长度、轴套长度均有制作误差,若座孔长度小于钢管长度与两侧轴套相加的长度,压入轴套后会使钢管弯曲变形或折皱,影响销轴的装配;若轴套座孔长度大于钢管长度与两侧轴套相加的长度,则钢管起不到对车由套的定位作用。
(2)改进方法
根据原结构存在的缺点,我们从制造工艺角度出发,对该轴套座孔结构进行改进,加工轴套座孔时,在座孔内部留出约为0.5~1mm台阶,用该台阶限制轴套的轴向移动。压装轴套时,将两侧轴套放在座孔的端部,用压装机同时压入两侧轴套。这样既保证轴套轴向定位的准确、可靠,又简化了轴套的压装工序,还因不需要制造中间钢管,使每台挖掘机节省80元成本。改进后的结构如图1b所示。
2.回转支承座的改进
(1)原结构及不足
某挖掘机回转支承座的毛坯由座圈和卷圆板2部分焊接而成。制造时,先用钢板下料、卷圆、焊接制作成卷圆板,再将座圈焊接在卷圆板上,座圈与卷圆板连接处的内、外侧均需满焊。原回转支承座结构及焊缝焊及脚尺寸如图2a所示。

原结构存在以下4点不足:一是生产效率低。由于座圈及卷圆板厚度较大,所需焊缝的焊脚尺寸较大,焊接时间较长,采用半自动焊需要6h才能焊完。二是机加工费用高。由于焊缝的焊脚尺寸较大,焊接后回转支承座外缘会产生较大焊接变形,使外缘向下倾斜,最大变形量接近5mm,为保证不影响回转支撑装配的平整度和精度,座圈的上表面必须留有较大的加工余量,由此增加了机加工费用。
三是座圈的刚性较差。由于座圈加工量较大,造成座圈板壁变薄,导致回转支承座刚性下降。
四是质量难以保证。由于座圈不仅承受挖掘机上机与工作装置的质量,而且还承受冲击与振动载荷,一旦焊缝有缺陷,就会造成焊缝开裂,影响挖掘机正常使用。
(2)改进方法
根据原回转支承座试制过程中出现的上述问题,我们对制作工艺进行了改进,即将焊接式结构改为整体锻造结构,如图2b所示。整体锻造回转支承座毛坯可以减小材料厚度,可避免出现变形问题,还降低了1000元制作成本。





