・上一文章:农业机械全液压转向器的使用与维修
・下一文章:联合收割机的正确使用及主要部件的维修
农机修理中常用量具有游标卡尺、卡钳、划规、厚薄规、外径千分尺、百分表等。这些量具能否正确使用对修理质量影响很大,如果使用不当,会产生测量误差;保养不周,则会损伤其精度,影响测量质量。因此,为了保证农机修理质量,我们要学会正确使用这些常用量具。
1 游标卡尺
游标卡尺是最常用的量具,可以直接测量孔的内径、轴的外径和长度。其精度有0. 10、0. 05、0. 02 mm数种。
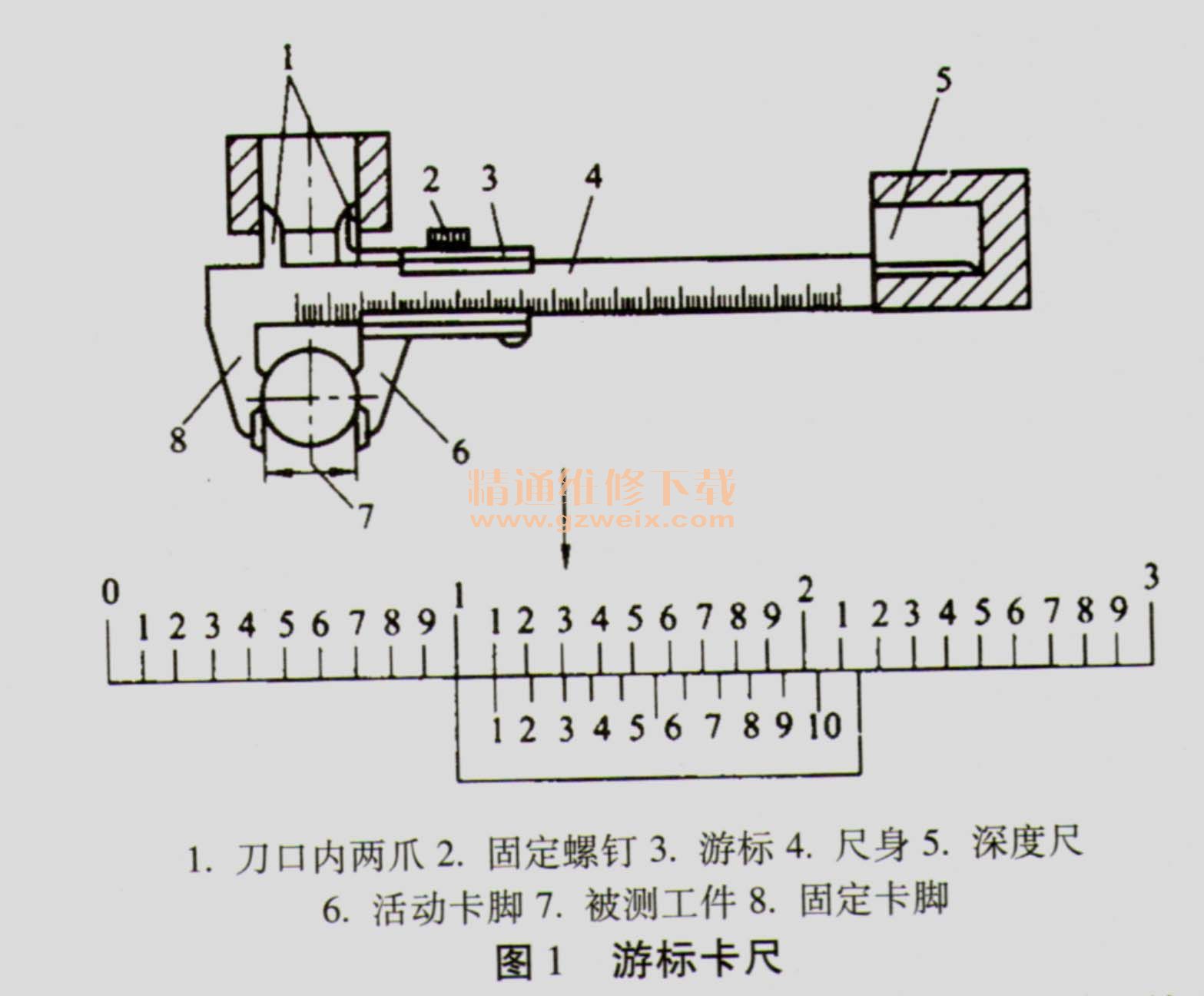
游标卡尺主要由主尺、副尺、固定卡脚和活动卡脚等组成。固定卡脚和主尺是一体,活动卡脚和副尺是一体,固定螺钉是用来固定副尺的。上卡脚测量内表面,下卡脚测量外表面。有的游标卡尺在主尺背面有深度尺,与活动卡脚一齐移动,可测量沟槽的深度。
图1所示,系精度为0. 10 mm的卡尺,其主尺上的每一小格是1 mm,每一大格是10 mm;副尺上是把9 mm的长度等分为10格,每小格为9/10 mm。主、副尺每格相差0. 1 mm。
读数时,先看副尺的零线指在什么地方,如在图1中,副尺零线指在主尺11 mm过一点,再看副尺上的哪一条刻线和主尺上的刻线垂直重合,在图1中副尺上的2和主尺上的3对齐,这说明副尺上的零线移过主尺的11 mm刻度线2 x 0. 10 =0. 20 mm,所以测得的尺寸是11. 20 mm。
使用游标卡尺前,应先将卡尺的接触面和被测工件的表面擦干净。测量工件外径时,先将卡脚张开,再推动副尺,使两卡脚与工件接触,拧紧固定螺钉使副尺固定,然后轻轻拿出卡尺,读数。切勿硬卡、硬拉,以免影响游标卡尺的精度和读数的准确性。使用完毕后擦净,放人盒内。测量工件内径时,将活动卡钳向内移动,使两卡钳间距小于工件内径,然后再缓慢地向内移动副游标卡尺,使两卡钳与工件接触。用深度游标卡尺测量深度时,将固定卡钳与工件被测表面平整接触,然后缓慢地移动副尺,使卡钳与工件接触。测最时用力不宜过大,以免硬压游标卡尺而变形,影响测量精度和读数的准确性。
2 卡钳
卡钳是一种间接量具,使用时必须与直尺相配合。卡钳分内卡钳、外卡钳两种。普通卡钳是利用铆钉来连接两个卡脚,而较好的卡钳则是用弹簧来连接两个卡脚的。 内卡钳用以测量工件的内径,外卡钳用以测量工件的外径。所测得尺寸大小,应与直尺比较来确定,其测量精度一般达0. 5 mm。
3 划规
划规又称分线规。用它可以在钢板上或工件上按照图纸划出分段线、角度线、圆周线,也可测量两点之间的距离。划规用工具钢制成,尖端经过磨锐和淬火。划规的两脚应粗细一样,长度相等,并经研磨以使两脚在合拢时没有空隙。当脚尖磨损时,可用油石修磨整形。
4 厚薄规
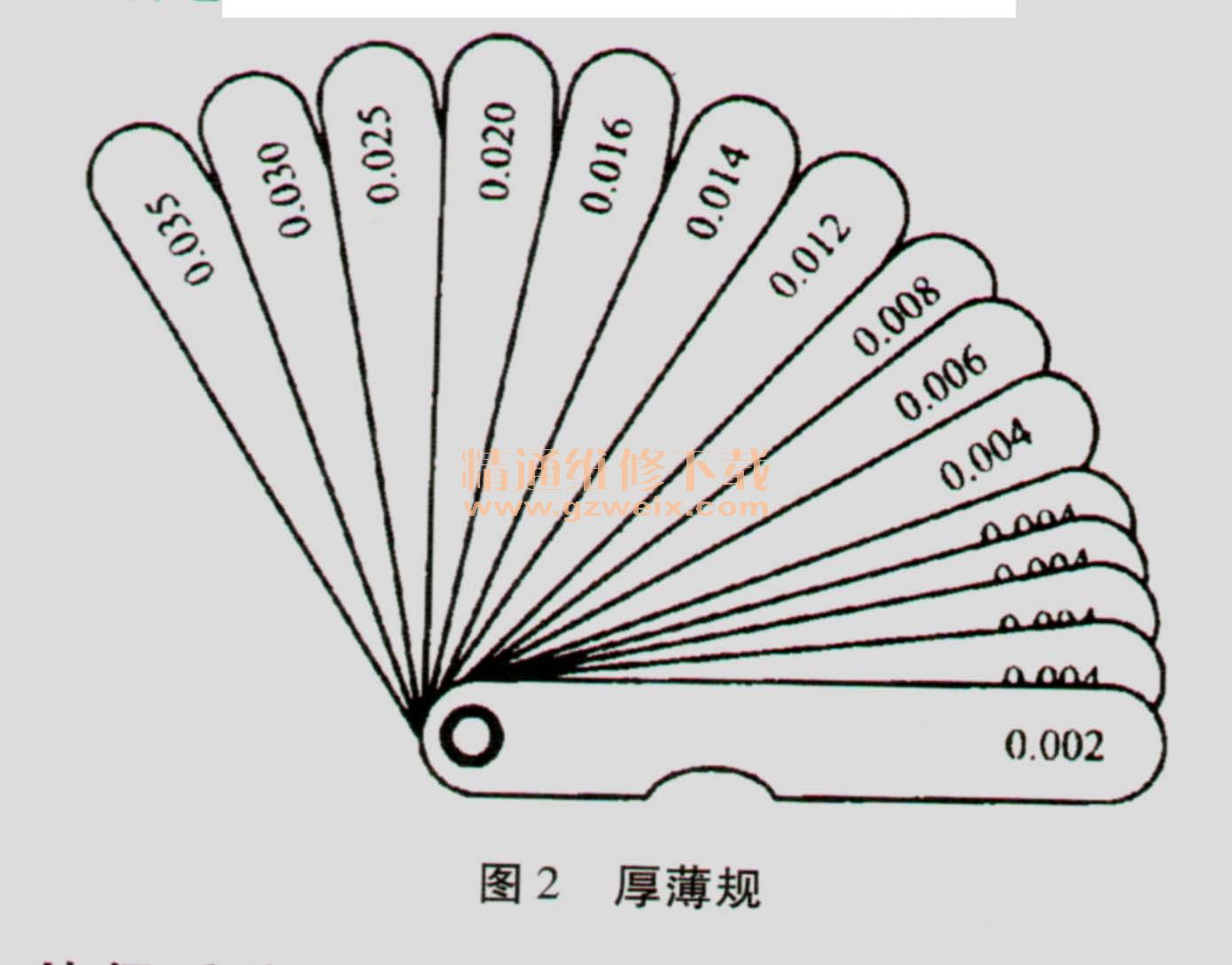
厚薄规又称塞尺,用来检验两个接合面之间的间隙大小。厚薄规由若干不同厚度的钢片组成,如图2所示,它是修理工作中最常用的量具之一。厚薄规每片上都标有它的厚度,有公制和英制两种。公制以毫米为单位,如0.05,0.10,0.30……毫米等,英制以英寸为单位,如0.001、0.003、……英寸等。片上所刻的读数为百分之几毫米或千分之几英寸。
测量时,应先用较薄的一片塞尺插人被测间隙内,若仍有空隙,则挑选较厚的依次插入,直至恰好塞进而不松不紧,该片塞尺的厚度即为被测间隙大小。测量时,不允许将钢片作剧烈的弯曲,插试时用力不可过大,钢片应保持清洁。如果拉动时阻力过大或过小,则该间隙值小于或大于厚薄规片上所标出的数值。若没有所需厚度的塞尺,可取若干片塞尺相叠代用,被测间隙即为各片塞尺尺寸之和,但误差较大。
由于塞尺很薄,容易折断,使用时应特别小心,使用后应在表面涂以防锈油,并收回到保护板内。塞尺的测量面不应有锈迹、划痕、折痕等明显的外观缺陷。
5 外径千分尺
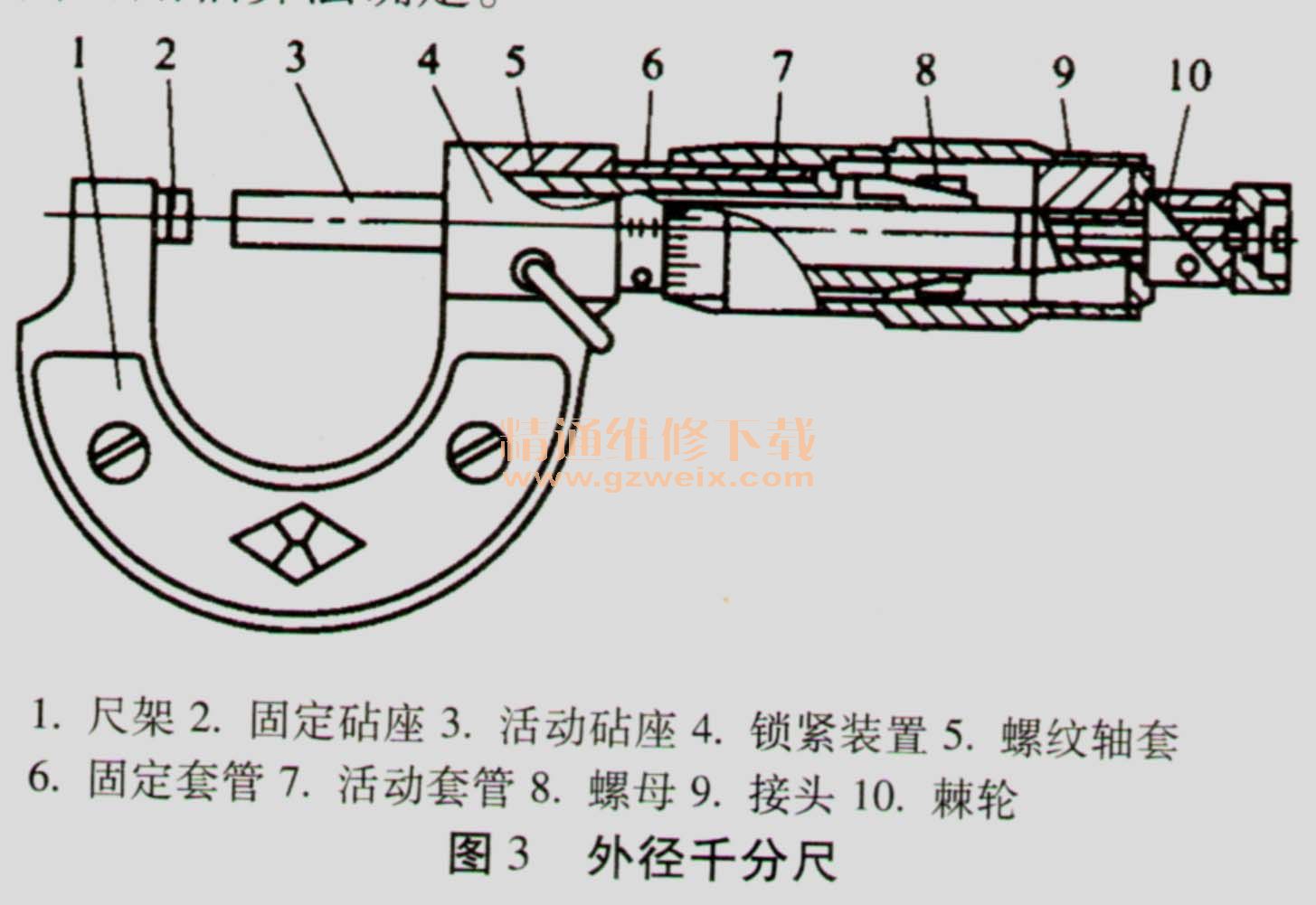
外径千分尺是比游标卡尺更精密的量具,其精度为0. 01 mm。外径干分尺的规格按量程划分,常用的有0~25 mm、25~50 mm、50~75 mm,75~100 mm、100~125 mm等规格,使用时应按零件尺寸选择相应规格。外径千分尺的结构如图3所示。
使用前,先检查千分尺自身的误差,方法是:擦净测砧和测轴的两个端面,旋转限荷棘轮使两个砧面接触,听到2~3声“咔、咔”声后,检视活动套筒前端与固定套简“0”线是否对齐,活动套筒的“0”线与固定套筒的“基线”是否对齐。若均对齐,则表示千分尺本身无误差;若上述两者中有一个“0”线不能对齐,则表示千分尺自身有误差,应检查调整后才能使用。
测量方法,使工件的两端面与千分尺的两个砧面平行(或与两砧面的中心线垂直),旋转限荷棘轮,听到“咔、咔”声响后读数。读数方法是,从固定套筒露出部分读出毫米整数和半毫米整数;固定套筒的“基线”对准的活动套筒上的格数(百分之几毫米),不足一格(即千分之几毫米),可用估算法确定。
6 百分表
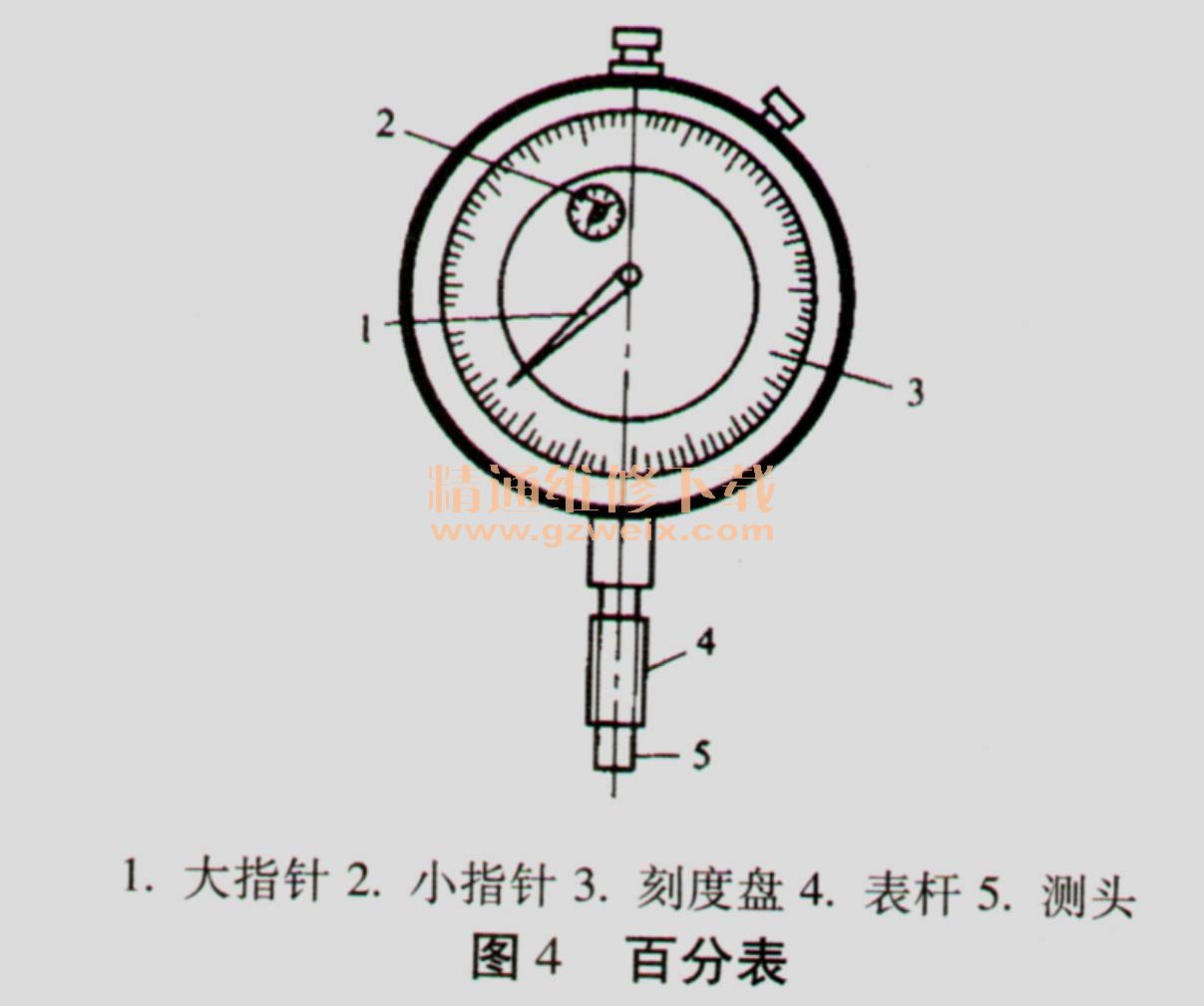
百分表是一种比较性测量仪器,主要用于测量工件的偏差值、平面度、直线度、气缸圆度和圆柱度偏差等,是利用精密齿条齿轮机构制成的表式通用长度测量工具。百分表的外形如图4所示。
(1)使用方法。先将百分表固定在表架(支架)上,以测杆端量头抵住被测工件表面,百分表测杆轴线与被测工件表面垂直,并使量头产生一定的位移(即指针存在一个预偏转值);移动被测工件,百分表指针的偏转量即是工件的偏差值。
(2)读数方法。百分表刻度盘一般分为100格,长指针偏转1格,量头移动0. 01 mm,长指针转一圈,短指针转动1格(表示1 mm)。指针的偏转量就是工件的偏差值。





