・上一文章:谈农业机械零件的技术鉴定
・下一文章:平原地区小型拖拉机安全运输行驶中的注意问题
1 喷油器的结构
“闭式”喷油器在柴油机中广泛使用,即喷油器不喷油时喷孔被针阀关闭。“闭式”喷油器又可分为轴针式喷油器和孔式喷油器,分别适用于不同类型的燃烧室。“闭式”喷油器由喷油器体、调压装置及喷油嘴构成。
1.1 孔式喷油器结构
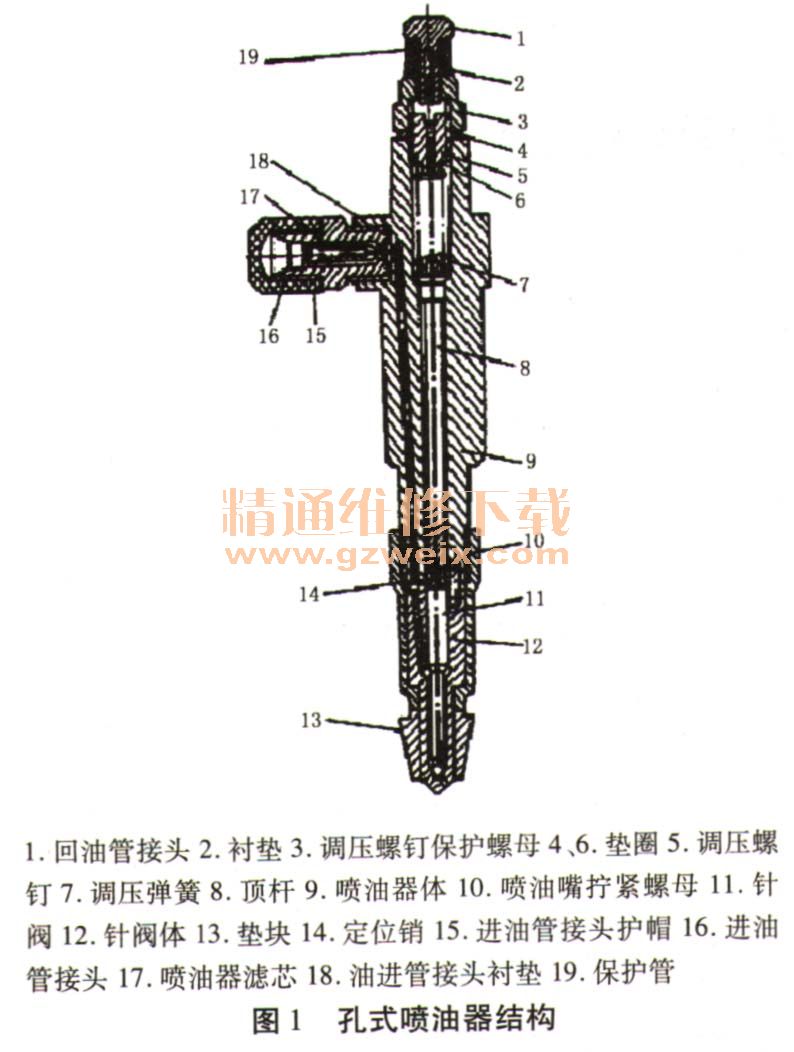
直喷式燃烧室柴油机上采用孔式喷油器,图1为孔式喷油器结构图。喷油嘴偶件由针阀和针阀体构成,即针阀偶件。拧紧螺母把它们与喷油器体紧固在一起,确保结合面的密封,针阀体的上端面与喷油器体的下端面都需要精细的研磨。调压弹簧的预紧力由调压螺钉调节,该预紧力决定针阀的开启压力,即喷油压力。
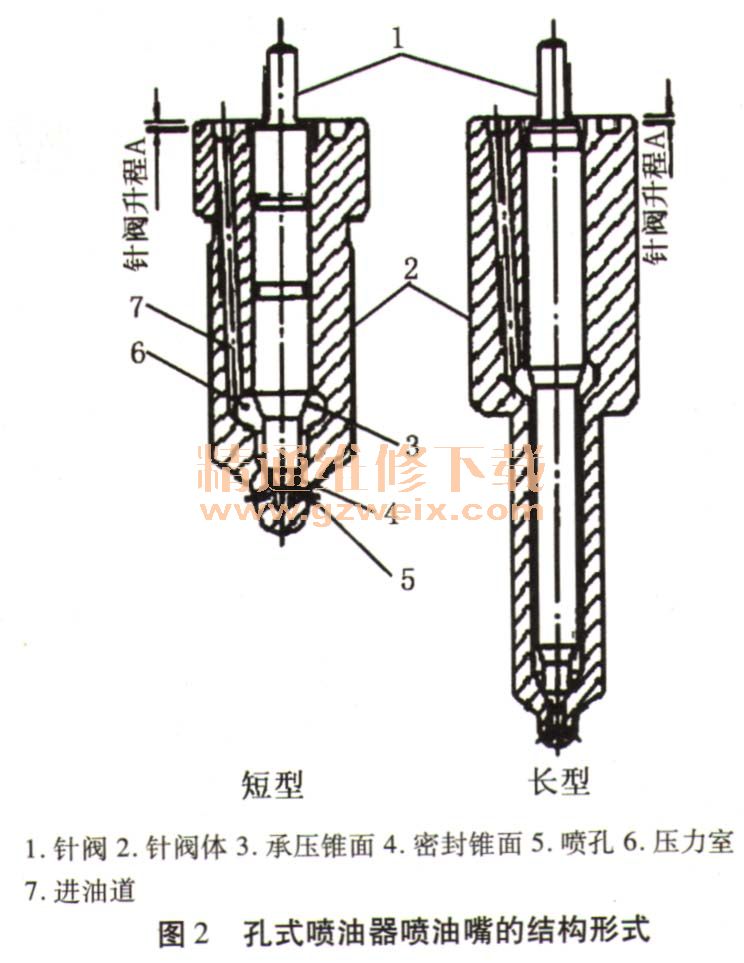
孔式喷油器的喷油嘴有两种结构形式:长型和短型。图2为孔式喷油器喷油嘴的结构图。长型喷油嘴需要将喷油嘴加长,针阀的导向部分需要离燃烧室很远,能够减少针阀受热及变形,避免针阀卡死在针阀体内,所以热负荷较高的柴油机上多采用长型喷油嘴。
1.2 轴针式喷油器结构
分隔式燃烧室柴油机喷油压力较低,采用单孔的轴针式喷油器,其结构特点是喷油嘴针阀下端有一个凸出于针阀体的小轴针(形状是圆柱形或倒锥形),轴针与针阀体喷孔形成很小的环形流通截面,针阀升起后,油束从此环形间隙截面喷入燃烧室,由于轴针截面的形状不同,故在针阀升起过程中,可使环状流通截面积发生相应变化,从而影响喷油速率和喷柱角度,为此可根据柴油机燃烧过程的需要来选择轴针头部的形状。轴针式喷油器工作时,轴针在喷孔内往复运动,能清除喷孔中的积碳,使喷孔不易堵塞,喷油器工作可靠。且由于喷孔较大,一般在1~3 mm范围内,因此加工方便。
2 喷油器的检修
2.1 解体与清洗
由于喷油器的针阀偶件为精密配合零件,所以在使用中不允许互换。解体前先确认缸序标记,按缸序拆卸喷油器,并保证能正确装回原位,避免错乱。解体后在清洁的柴油或煤油中清洗针阀偶件。清洗时,针阀前端轴针上的积碳可用木条清除,阀座外部的积碳用铜丝刷清除。
2.2 喷油器零件的检修
2.2.1喷油器零件的检验
经过清洗的零件,进行仔细检查。检查偶件配合的精密平面是否光洁平整,无划痕、烧伤或腐蚀;检查配合零件内外圆柱面是否清洁、无裂纹痕迹;检查调压弹簧弹性是否良好,视具体情况进行修理。
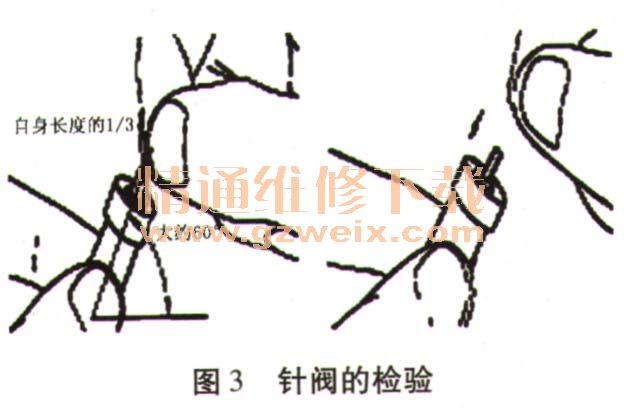
针阀偶件的配合可按如图3的方法检验。针阀偶件清洗后不可互换,将针阀体倾斜60度左右,针阀拉出1/3行程;放开后,针阀应能靠其自重平稳地滑入针阀座之中。重复进行上述动作,每次转动针阀至不同位置,如针阀在某位置不能平稳下滑,说明针阀座变形或表面损伤;若下落速度太快,说明其配合间隙因磨损而过大。出现以上两种现象,应更换针阀偶件。
2.2.2喷油器零件的维修
喷油嘴偶件如发现有严重缺陷时应及时更换。喷油嘴偶件修复比较困难,对于缺陷不严重的可用研磨方法进行修复,一般针阀、针阀体和喷油器之间遇有下列情况,则可进行研磨修正:
(1)针阀与针阀体配合不够光滑,滑动试验时不符合要求。这时,可将针阀抹上清洁的凡士林或柴油,将针阀柄部夹在紫铜钳口的台虎钳上,套上针阀体,手动进行左右转动研磨。研磨几分钟后应清洗偶件,并作滑动性试验,直至符合要求。
(2)针阀与针阀体锥形密封面有轻微损伤(用放大镜观察针阀的锥形密封面可发现),可用手工研磨密封锥面。研磨时,在密封锥面上涂些氧化铬青,注意不要涂到喷针和导向部分。
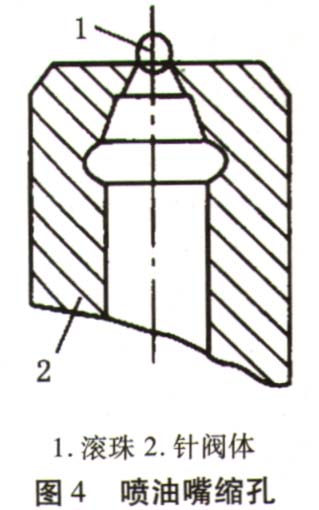
(3)喷油嘴喷孔部分有磨损,则需要进行缩孔。缩孔方法如图4所示,在针阀体中央放一个滚珠(喷孔为φ1 mm,放φ3 mm的滚珠;喷孔为φ1. 5 mm,放φ4 mm的滚珠;喷孔为φ2 mm,放06 mm的滚珠),用小锤轻轻地将滚珠敲击一下,进行缩孔。如缩孔后不能恢复指标,或用力较大损坏了喷孔部分的配合间隙和封闭部分的严密性,就必须再进行研磨。