・上一文章:如何保养和维修柴油机主要部件
・下一文章:加工细长轴车削时的注意事项
对于回转半径较大的盘类零件的车加工,采用了用卧铣代替车床进行车加工的方法, 取得了良好效果。
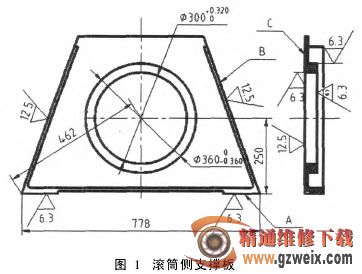
此工件为脱粒机脱粒滚筒侧支撑板, 加工面为端面、里孔和外圆三处。如果使用车床加工, 虽然很容易, 但因其回转半径较大 (达到 462mm ), 故需在C650以上车床上才能进行加工, 而一般小型加工企业没有这么大的加工设备。如果采用镗加工, 则至少需两道工序, 我们可以使用 X6130卧式铣床对此工件进行车加工, 具体方法如下:
一、工装模具
X6130铣床立轴结构如图 ( 2):
该件的装夹工装, 用 A 面及 B、C面定位, 确定孔的中心位置, 再用 4 @M 12螺孔紧固, 用两个端面键来传动扭力, 如图 ( 3):
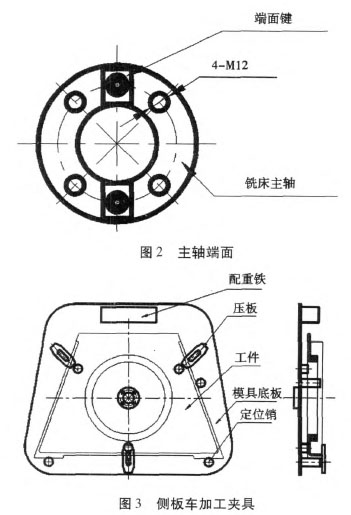
这样工件在主轴上装夹完毕。
二、刀具装夹
将铣床的工作台下降到合适高度, 以工件能转过为准。再将刀具装夹在铣床纵工作台上, 调整刀具中心高与立轴中心一致。
三、加工方法
完成上述两点, 就可以对工件进行车加工了。在工作台上装夹一把 90b车刀, 旋转工件。车端面时, 先手动进给横向工作台; 对刀后, 横向进给一定加工量 (进给量可以在横向操作手柄处显示 ); 之后挂上纵向走刀, 端面加工即可进行。同样, 加工外圆或里孔时, 先手动纵向对刀, 然后纵向进给加工量,最后挂横向走刀, 即可完成外圆或里孔的加工。加工深度和走刀长度都可以在横、纵向手柄处显示。非常方便实用。
注意事项: 本加工方法属非常规加工, 应注意对设备的保护。工件如果是不对称件, 一定要在工装夹具上加配重, 防止偏重运转, 对立轴精度造成损坏。加工工件的重量也应根据铣床的大小而定, 不易过重; 主轴转速也不要过高, 应视加工件和其回转半径的大小情况来进行合理选择, 一般参照车床加工转速进行选择。
通过上述方法, 可以有效地利用现有设备, 加工回转半径较大的盘类工件, 如在 X6130铣床上可以加工回转半径达 0. 6m 的工件, 从而提高了工作效率, 降低了加工成本, 增加了加工设备的利用率, 值得中小型企业参考。





