・上一文章:奥迪Q5原地或低速打转向发卡,并发出“咔”的响声
・下一文章:旋耕深松联合耕整地技术的主要措施
摘要:本文以PLC为下位机现场控制器,替代传统的继电一接触控制器,设计了一套可对顶式双箱液压棉花打包机控制的人机交互系统。经生产实践证明,改造后的棉花打包机控制系统可靠性大为提升。
0 引言
棉花打包机是棉花加工企业中的一种重要生产设备,本文以台达DVP一EH2系列PLC为下位机设计了顶式双箱液压棉花打包机控制系统。系统配置DVP04AD-H2系列模拟输入模块、16HM11N开关量输人扩展模块、08 HN111R开关量输出扩展模块、台达DOP一A80THTD 1人机界面,同时使用中达电通公司WPLSoftZ. 11编程软件和ScreenEditor软件进行软件设计。经实践证明,改造后提高了棉花打包机控制系统自动控制水平和可靠性,当系统出现故障时能够自动进行远程诊断服务,极大地提升了生产效率和设备使用寿命,降低了设备故障率和生产成本。棉花打包机控制系统结构如图1所示。

1 系统的硬件设计
本系统主要针对下位机PLC、模拟输人模块、开关量输人/输出扩展模块和人机界面的硬件设计。
1. 1 PLC选型
系统主要采用中达电通集团的台达DVP-EH2系列DVP-80EHOOR2PLC为现场控制器,DVP-80EHOOR2系列PLC采用40路输人、40路输出,运算速度快、存储量大,可外接相应扩展模块,满足系统对扩展功能的要求。
1.2模拟量输入输出模块
系统配置1个台达DVP04AD-H2系列模拟输人模块,台达DVP系列模拟输人模块可将外部电流、电压信号转换成14位数字信号,响应时间12 ms,具有自诊断功能。
1.3开关量输入/输出扩展模块
依据DVP-80EHOOR2系列PLC及棉花打包机控制系统对开关量输人、输出的要求,本系统选用2个16HM11 N型开关量输人扩展模块,为16路、光电藕合、直流输人,反应时间约为20ms ; l个08 HN111 R开关量输出扩展模块,为8路、继电器输出,反应时间约为10 ms。
1.4人机界面
系统参数输人、人机交互采用的是台达DOP -A80THTD1型8英寸人机界面,其分辨率高、使用寿命长、存储容量大、支持串行通信、易于操作、对工作环境要求较低。
2 系统软件设计
为了更好的整合棉花打包机控制系统各部分硬件功能,完成系统控制要求,必须在完成系统硬件配置的基础上,对其进行软件程序设计。系统的软件设计主要包括PLC程序设计和人机界面系统设计两部分。
2. 1 PLC程序设计
DVP一EH2系列PLC支持多种基本编程指令和应用指令,且内置M,D等多种特殊继电器方便程序编制,编程软件采用中达电通公司的WPLSoft2.ll。 WPLSoft2.11编程软件支持指令语句、梯形图、SFC三种编程语言,且三种编程语言可相互转换。WPLSoft2. 11编程软件具有模拟仿真功能,可实现系统的仿真模拟操作,便于系统程序调试。系统的部分I/O分配如表1所示。
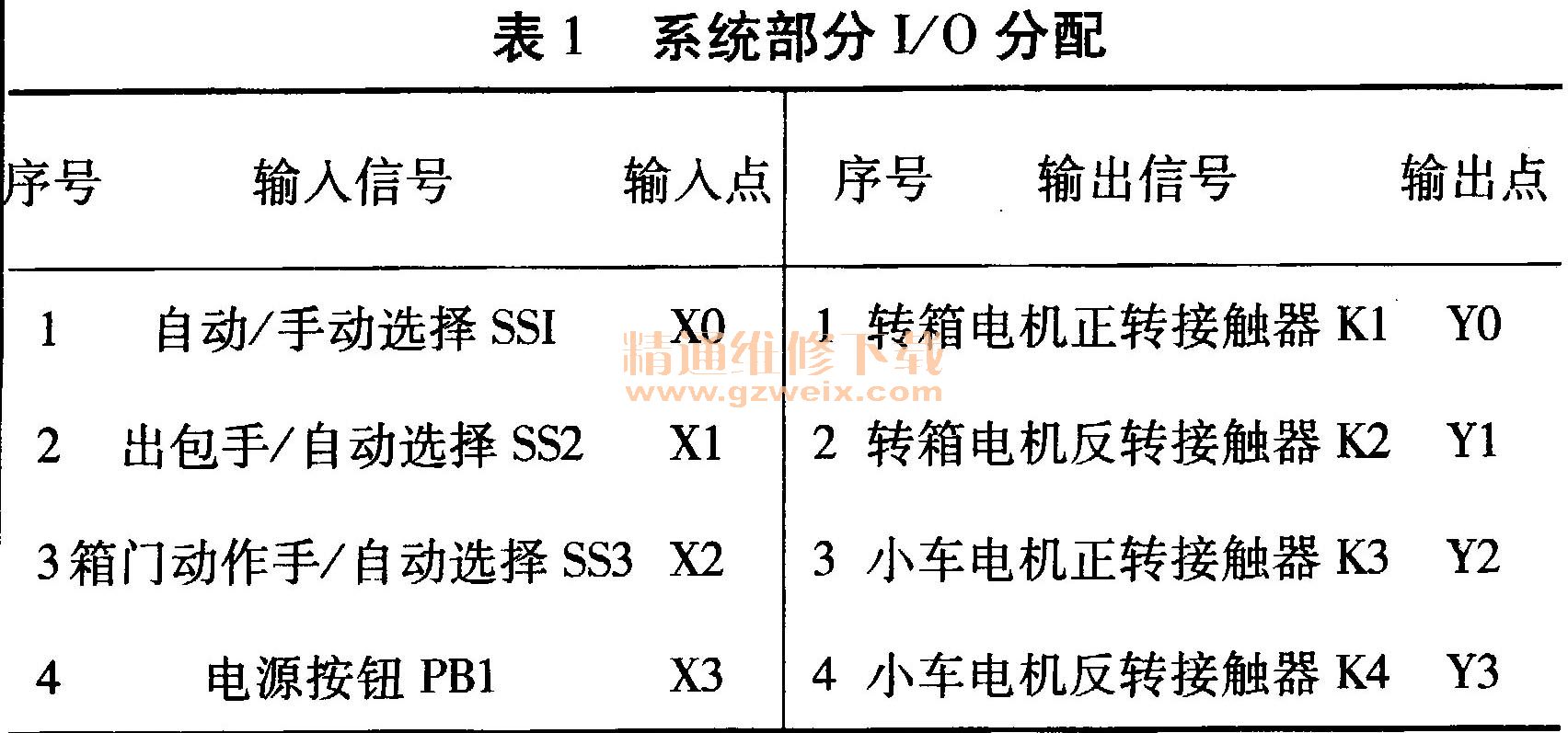
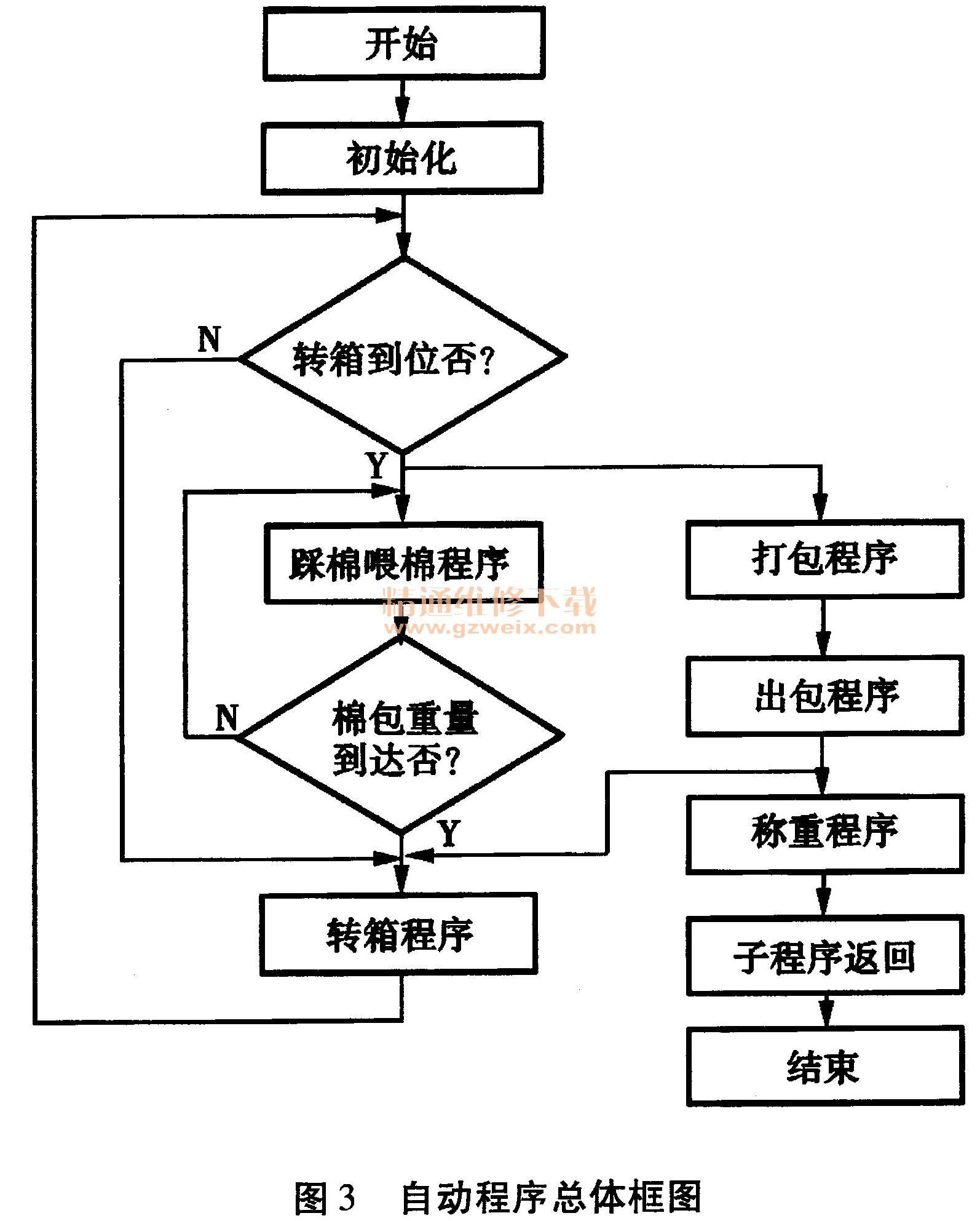
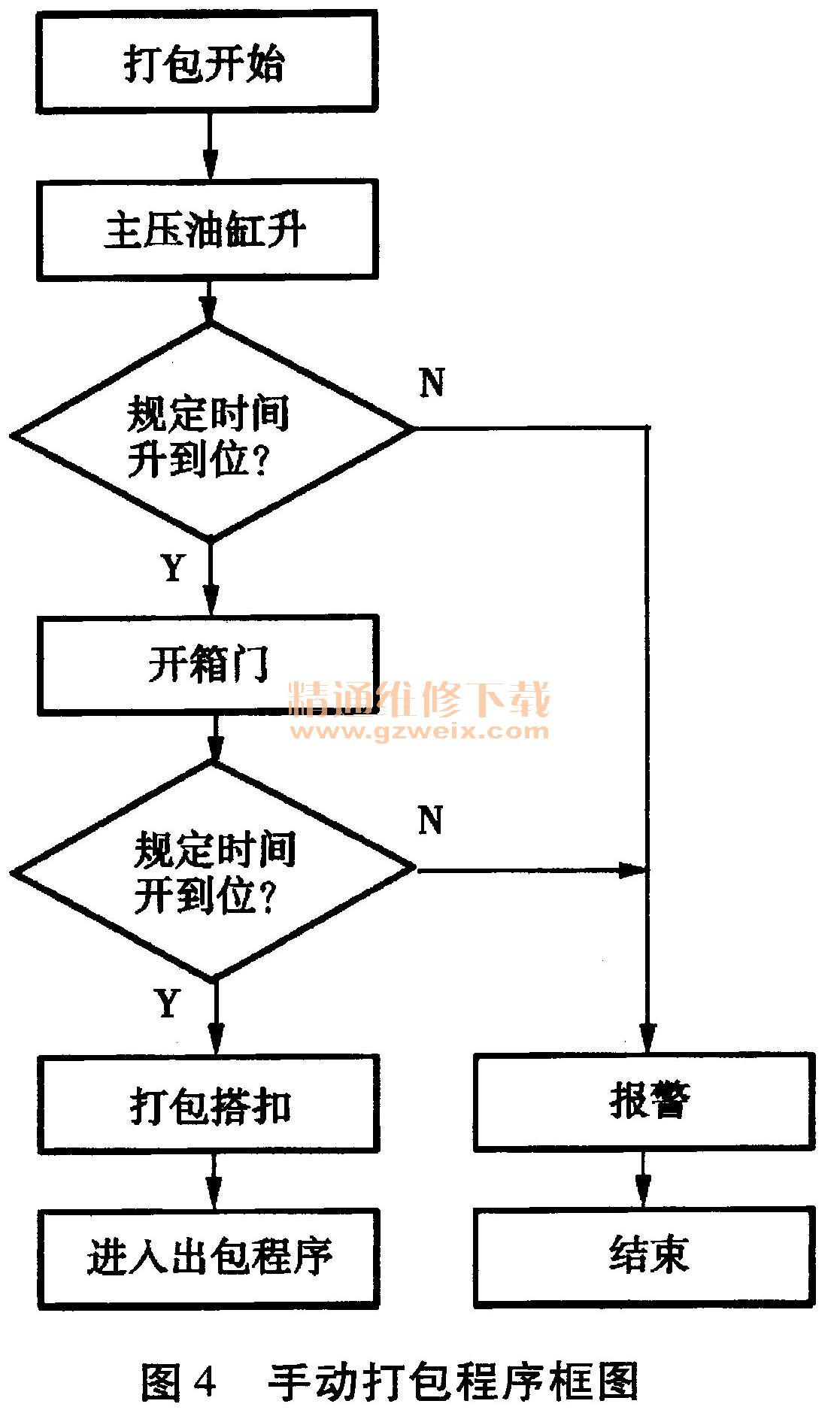
棉花打包机控制系统的程序设计包括自动程序、手动程序、模拟量程序、报警程序四个部分,如图2所示。系统自动程序总体框图如图3所示。手动打包程序框图如图4所示。

系统的人机界面设计选用中达电通公司的ScreenEdito:软件。ScreenEditor软件支持三种语言的编辑界面,具备弹性的配方功能,画面管理方便,支持多项目开启,具备完整的图形库,宏指令多样化,且可实现在线或离线模拟运行,完全满足系统控制要求。系统开机界面设计如图5所示,打包机系统主界面如图6所示。


3 结束语
本文针对目前我国大部分传统棉花打包机采用继电器控制系统稳定性差,无法满足生产要求的现状,对棉花打包机进行PLC控制系统自动化改造。改造后的系统稳定性极大的增强,效率大为提高,有效地提高了棉花制造企业的生产效率和效益。





