・上一文章:自动控制技术在农业机械中的应用
・下一文章:螺旋搅龙式侧深施肥部件施肥量单因子试验
摘要:我公司农用车喷油泵总成中凸轮轴半圆健的安装,一直以来都是工人用铜锤手动将半圆键安装到凸轮轴半圆键槽内,此种装配方法一方面在安装过程中容易出现半圆键安装倾抖、半圆健起刺等问题,而影响后续装配;另一方面,操作者在装配的过程中劳动强度较大,对操作者的技能水平要求也较高,在装配过程中需要有力气的男性员工才能进行操作。为解决目前的状况,现研究一种能够用气动或者液压代替手工操作的装置,操作者无需手动用铜锤敲击半圆键将其安装到凸轮轴上,而是用气缸或油缸来实现装配。
1 对零件进行分析,明确凸轮轴半圆键的安装要求
凸轮轴零件图如图1所示。
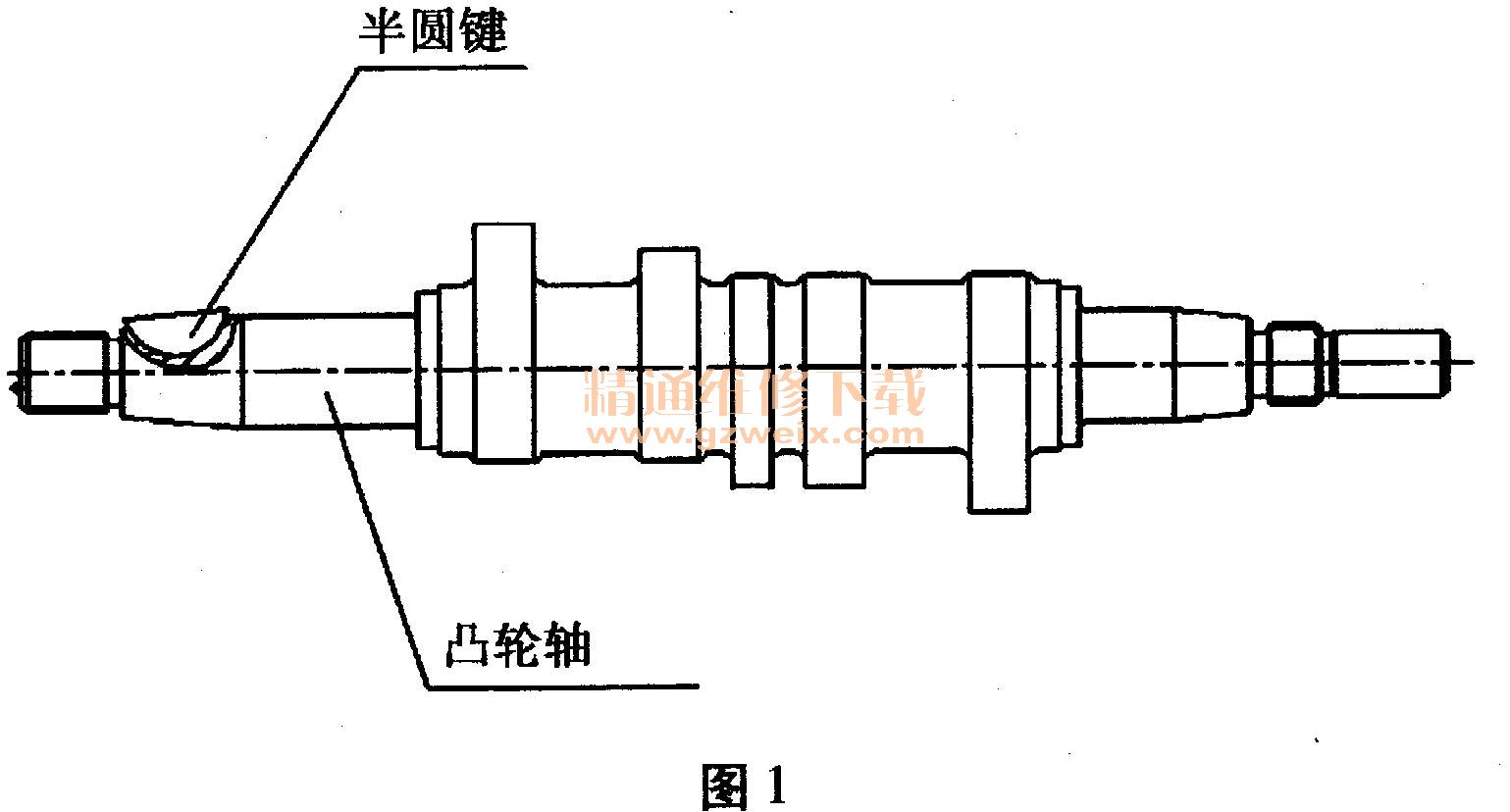
(1)半圆键安装到底。
(2)半圆键装配完成后,半圆键不允许在键槽内偏向一侧。
(3)半圆键上平面无碰疤及起刺现象。
2 工装结构分析
(1)由于是批量生产必须考虑到工装操作方便,效率要高。
(2)对于一般轴类的支撑优先采用v型块,因此后端支撑采用短v型块支撑。
(3)对于前端带锥度轴的支撑采用带角度的v型块支撑。
(4)由于凸轮轴型号的多样性,对于圆周方向上不用定位,依靠目测键槽方向朝上即可,压配过程中压头会自动与凸轮轴半圆键上平面找正。
3 工装设计
3.1动力源的选择
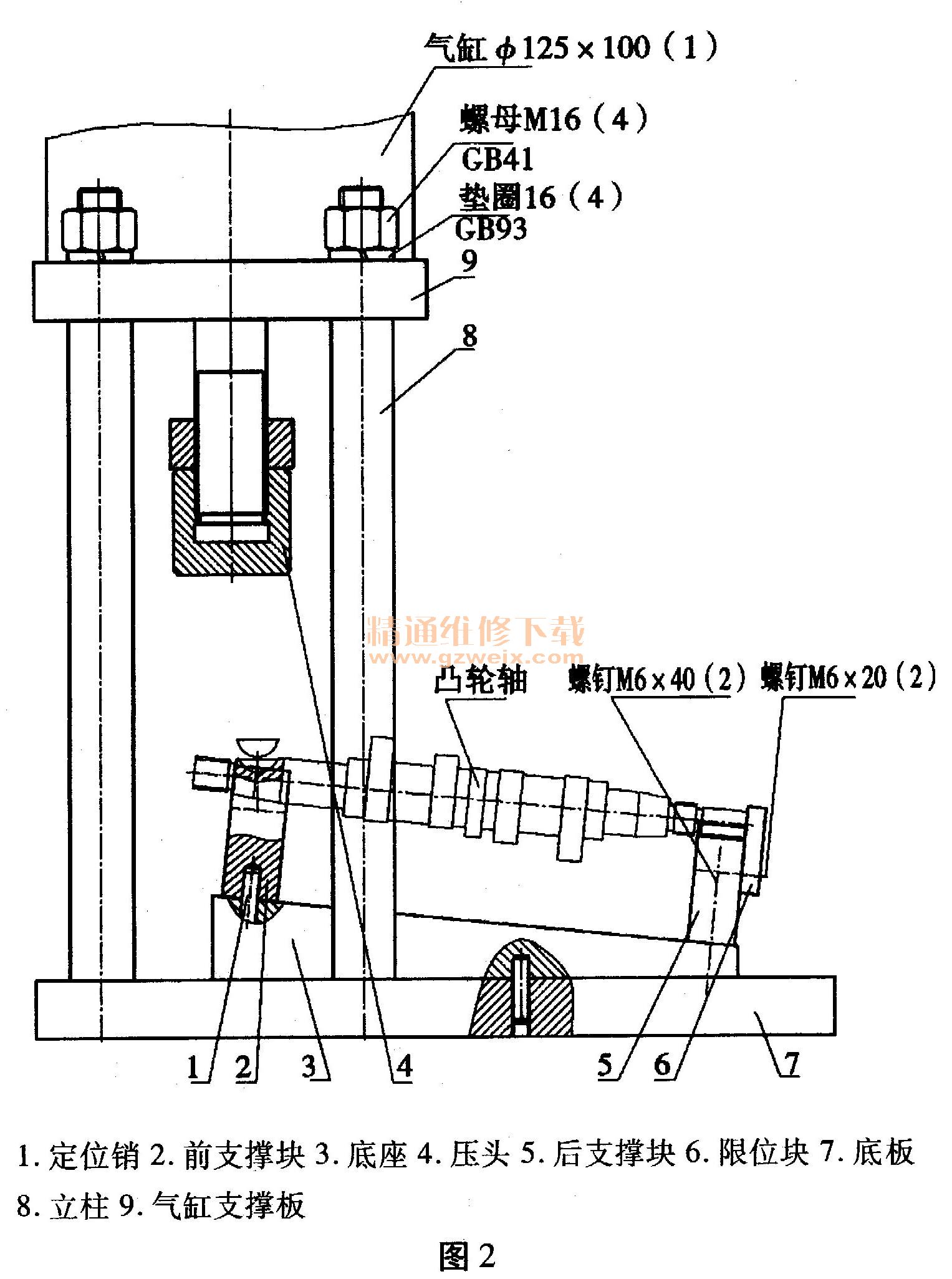
由于半圆键与凸轮轴键槽过盈量不大,所以选用气压作为动力源就能够满足设计要求,经过试验选择缸径为φ125的气缸作为动力装置,结构如图2所示。
3.2底座的设计
(1)凸轮轴锥面角度。,底座斜面角度为a/2。
(2)由于我公司凸轮轴型号众多,考虑到胎具的通用性,现将底座上设计出3组定位销孔,以适用不同型号的凸轮轴,当凸轮轴型号改变时,改变前支撑块位置,同时底板上也有三组定位销孔,以便更换前支撑块后底座也跟着做相应移动。
(3)材料选择常用的45#钢。
(4)后支撑的设计,如前所述直接采用短V型块结构,材料为45#钢
3.3前支撑块的结构及材料设计
这里主要讨论一下前支撑的结构设计,经考虑可以用稍加变形的金属v型块来实现,就是将V型槽做成带角度的,即v型槽两端开口大小不一样,成一个角度β。
对于材料就选择常用的45#钢,进行调质处理。那么V型块的角度又如何确定,这里借助三维制图软件可以很容易地解决这个问题,具体操作如下:
(1)绘制凸轮轴零件实体,仅需要绘制带键槽那段凸轮轴即可,如图3所示。
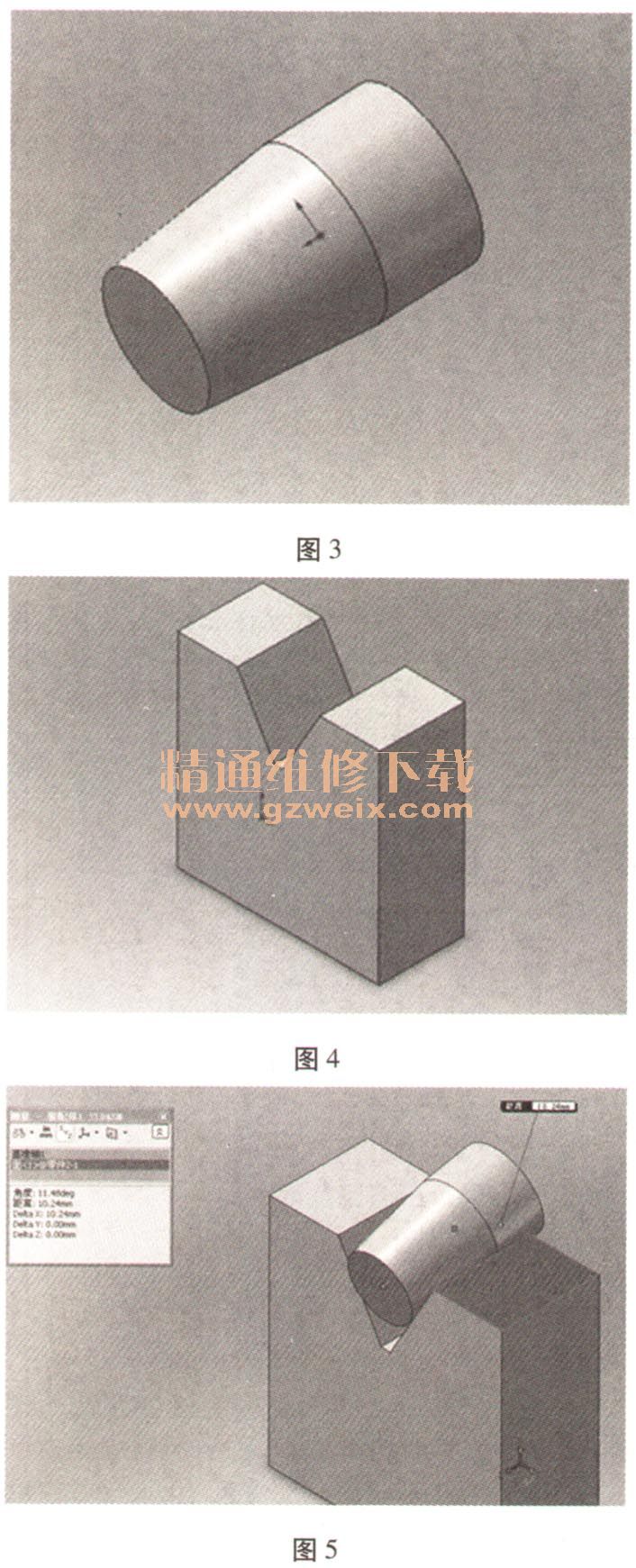
(2)绘制V型块,如图4所示。
(3)将凸轮轴与V型块装配到一起,选用的配合是锥面与V型块两平面相切。完成后测量基准轴与V型块上平面所成角度,如图5所示为11.48°。





