・上一文章:大众途锐NF3.0TSI的ABS/侧滑/悬架同时报警检修
・下一文章:一种基于PLC控制技术的穴盘播种装置的设计
2 改进试件试验情况
2.1改进试件设计图
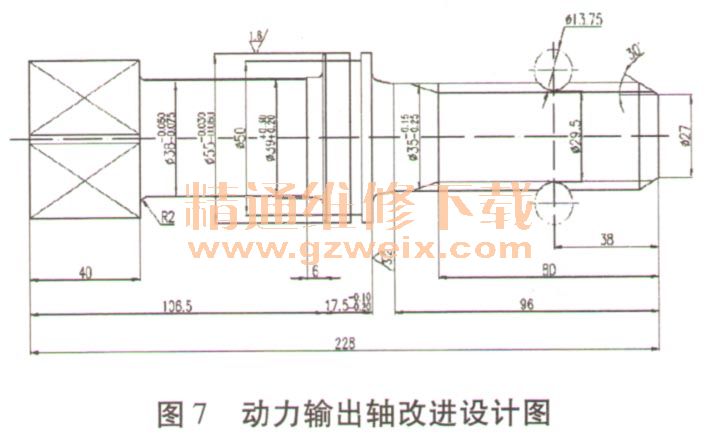
动力输出轴试制样件经改进设计后成图,见图7。
2.2扭断试验工装夹具设计图
扭断试验用工装夹具经与济南中创工业测试系统有限公司对接并严格按照芬兰维美德191拖拉机动力输出轴的实际使用情形进行设计,设计完成的工装夹具图纸如下:
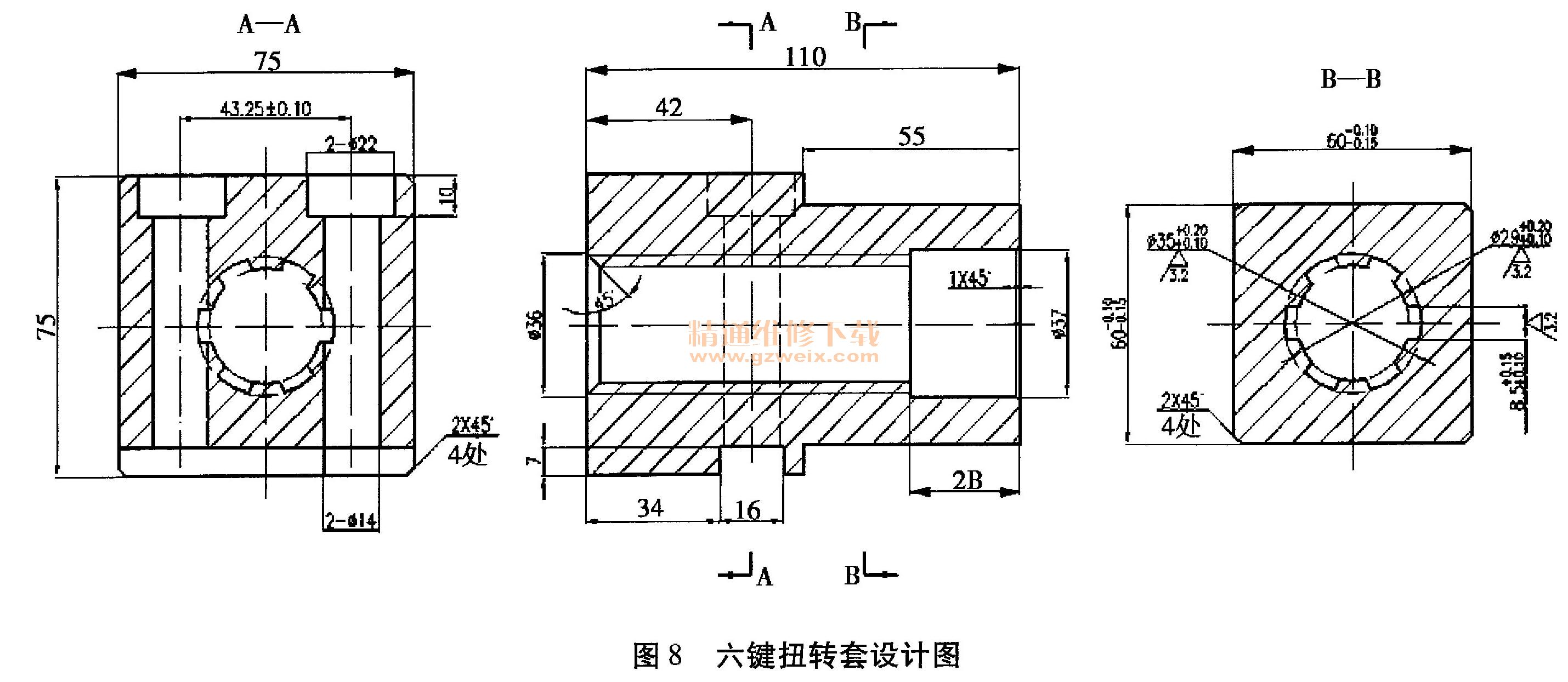
(1)动力输出轴六键扭转套设计后成图,见图8。
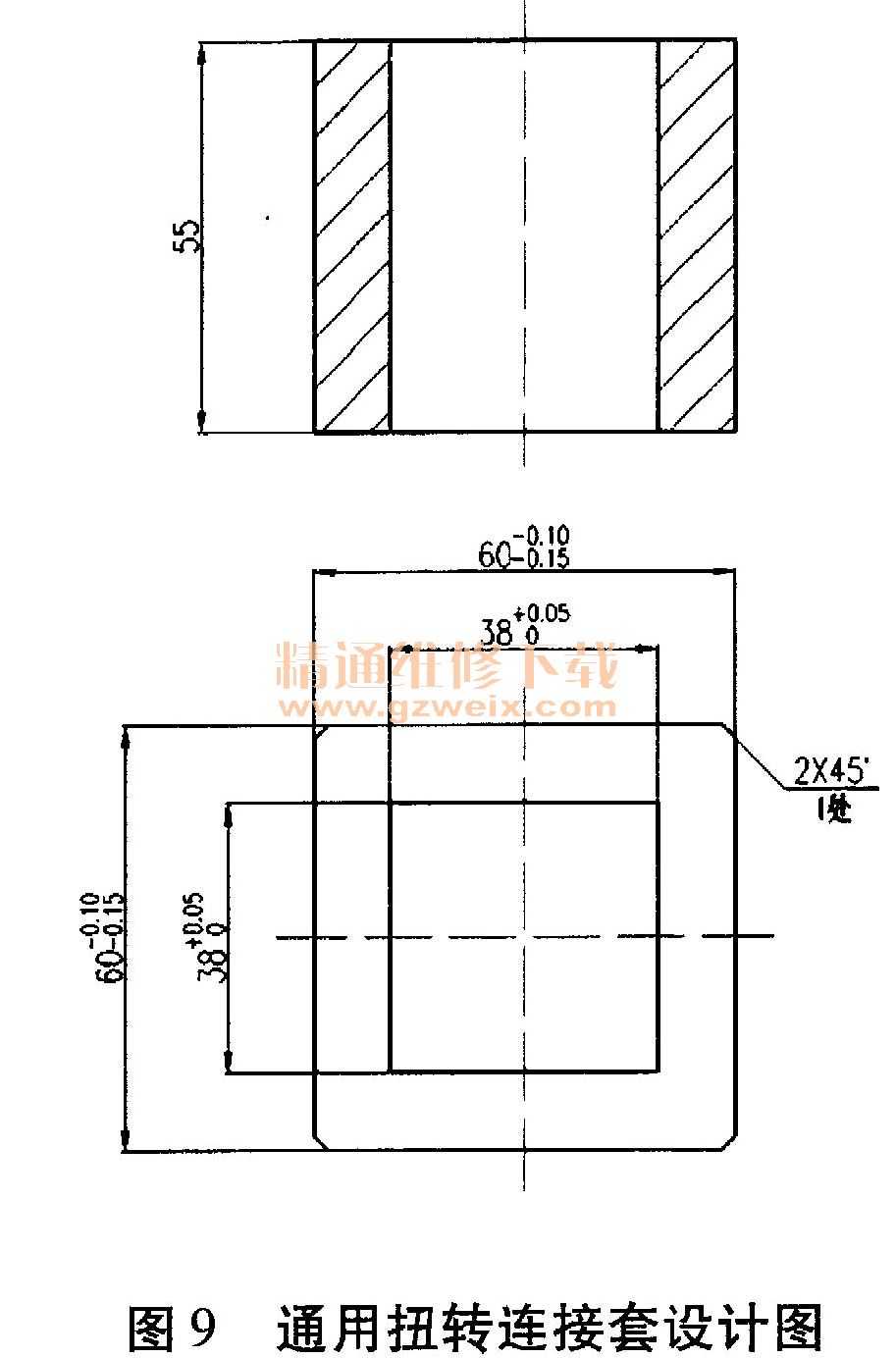
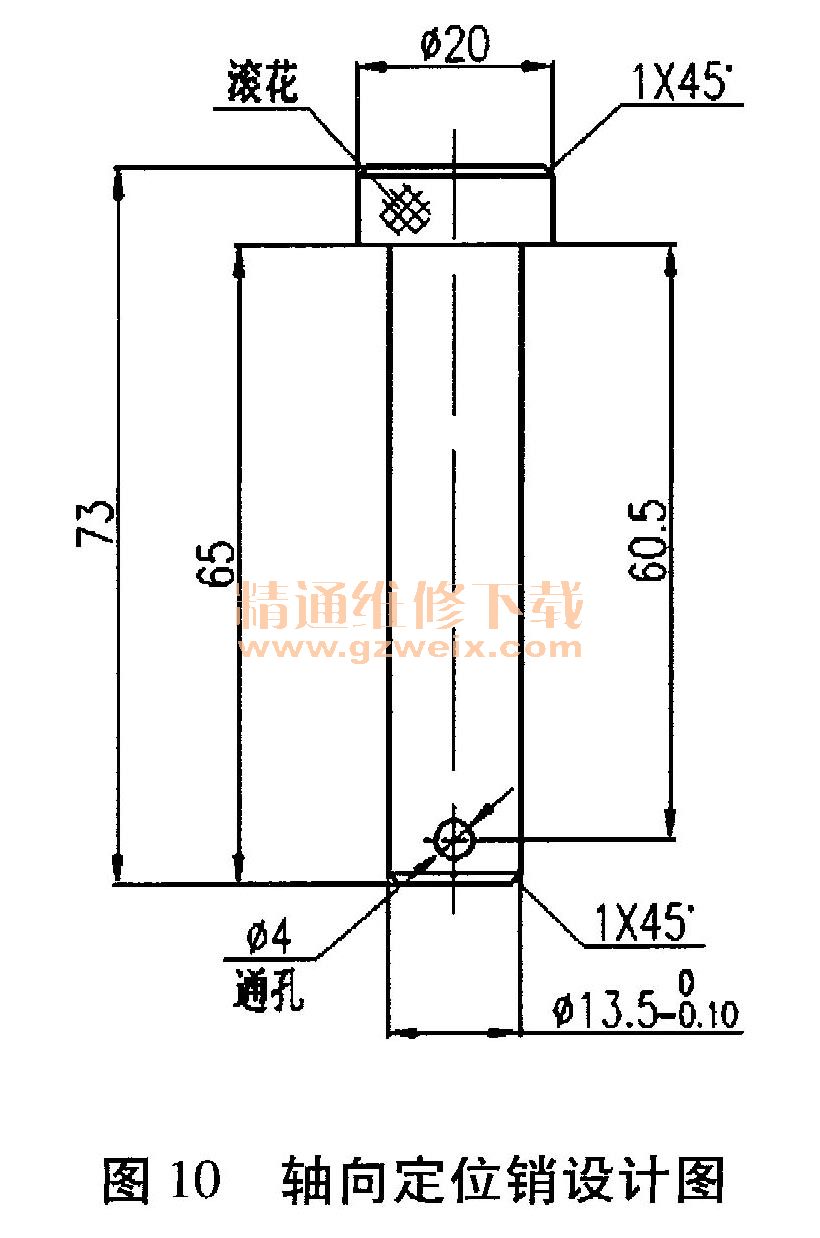
(2)动力输出轴通用扭转连接套、轴向定位销轴设计后成图,分别见图9、图10。
2.3试制样件的选材
试制样件的材料选用高强度42 CrMo合金结构钢,选材与原件一致,其材质的化学成分与原件对比结果见表1。

2.4试制样件的加工工艺及热处理工艺
2.4.1试制样件1
动力输出轴试制样件1的加工工艺及热处理工艺简述如下:
(1)原材料选用φ60~65 mm的高强度42CrMo合金结构钢棒料进行粗车加工。
(2)粗车加工后的轴体进行整体调质处理,淬火加热时间为1.5 h,淬火温度为850℃,之后进行油冷至230℃;再进行高温回火处理,温度为560℃,时间为2.5~3 h;高温回火后,进行常温油冷至室温,使得轴体表面硬度达到270~280 HBS。
(3)精车加工,除轴体头部的密牙花键部分外,其余全部加工成形,为便于样件加工,头部密牙花键部分改成方形,暂不影响试制和测试。
(4)轴体机械加工完成后,六齿花键部分表面中频淬火处理,淬火温度为850℃,然后用常温油冷至室温,使得轴体表面硬度达到53~57 HRC。
(5)轴体进行人工48 h时效处理,温度为200℃,去除表面应力。
(6)试制的动力输出轴样件1加工完成。
注解:根据GB/T3077-1999,动力输出轴原件成分测试结果符合42CrMo成分规格。





