・上一文章:基于arduino的紧急车辆优先通行交叉口信号控制设计
・下一文章:六自由度手臂机器人的检拾动作研究
摘要:轴类工件车削加工分析设计时必须将图纸技术要点、装夹方式、定位基准、加工顺序、刀具量具辅具、切削用量等因素分解清晰,遵循其加工工艺的规律性,才能设计出高质量的加工工艺方案,缩短加工时间,降低机床磨损,提高刀具耐用度,实现普通车床高效率的加工。
轴类工件通常在普通车床上加工,从而达到尺寸精度、形位精度和表面粗糙度的要求。其加工工艺包含四步:第一步是分析零件图纸,重点尺寸通常都是径向尺寸,这些尺寸常有同轴度公差要求,保持加工中工件的刚度是关键;长的工件通常采用一夹一顶装夹或两顶尖配鸡心夹头装夹才能达到径向尺寸的同轴度公差要求。第二步是加工工艺方案设计。(1)装夹方案的确定:确定先加工左端还是右端,开始加工的一端是粗基准;调头加工时另一端的装夹就是精基准,要在装夹基准面垫铜皮,防止夹伤工件表面,同时利用已加工表面找正后夹紧。(2)加工顺序和刀具的选择。(3)加工余量的确定。(4)切削用量和切削液的选择。第三步是装夹车刀加工。第四步是检测工件径向尺寸精度、轴向尺寸精度、形位精度和表面粗糙度等。在整个加工工艺过程中只有在进行这四步时遵守相应的原则、规律,才能使加工所需的时间最短,节约能源,降低车床的磨损,提高刀具的使用寿命和劳动生产率,从而减少劳动力和其他资源的消耗。下面通过一个台阶轴工件的加工工艺的分析设计实例,来总结轴类工件的加工工艺设计规律。
1 任务分析
车削如图所示的台阶轴,按照以下步骤安成任务分析过程。
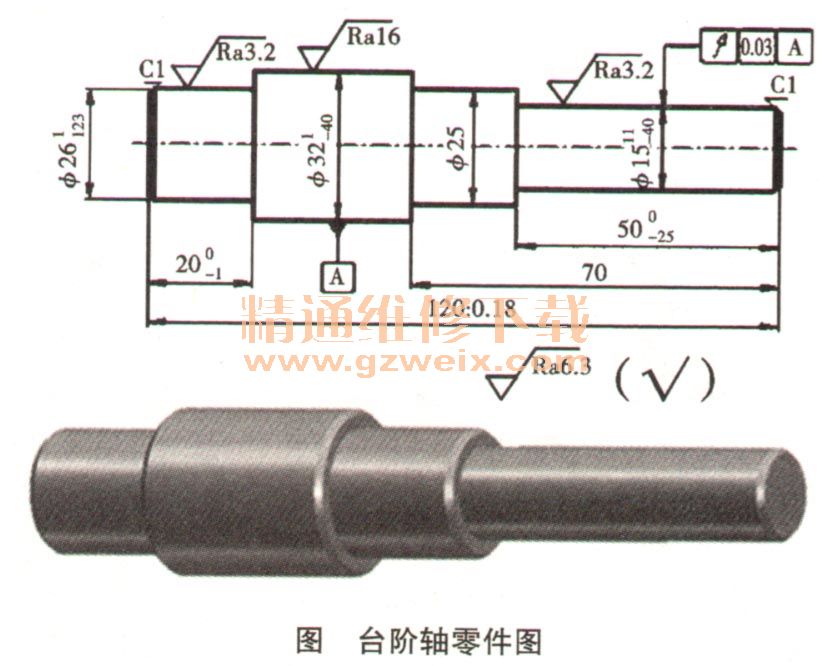
1.1阅读分析图样
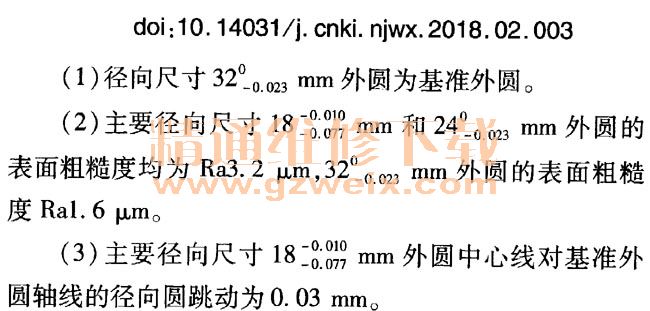
下图所示的台阶轴是典型的轴类零件,一般由外圆、端面、台阶、倒角和中心孔等结构要素构成。车削台阶轴时,除了保证图样上标注的尺寸精度和表面粗糙度等要求外,还应达到一定的形状公差和跳动公差要求。材料为45#钢,毛坯材料为热轧圆钢,加工数量为20件。图样分析如下:
1.2制定加工工艺
台阶轴的加工顺序:车削端面→粗车外圆→半精车外圆→精车外圆。
圆→倒角。调头车端面保证总长→粗车外圆→半精车外圆→精车外圆→倒角。
2 任务准备
2.1准备毛坯
下料:材料为热轧45#钢,规格为35 mm x 125 mm;材料要进行调质处理。
2.2选用工艺装备
工具、量具和刀具准备:三爪自定心卡盘、卡盘扳手、压刀扳手、活顶尖、钻夹头、中心钻头、铜棒、铜皮;0. 02 mm/(0~150) mm游标卡尺,25~50 mm千分尺,百分表,磁力表座架;45°外圆车刀,90°外圆车刀(或93°外圆车刀)。
2.3选用设备
选用CDE6140 ×1000型普通车床。





