・上一文章:CM125太子款摩托车拉缸
・下一文章:农业机械的科学管理及合理分配探析
3 技能竞赛件车削加工实例
加工如图6所示车加工技能竞赛配合件。
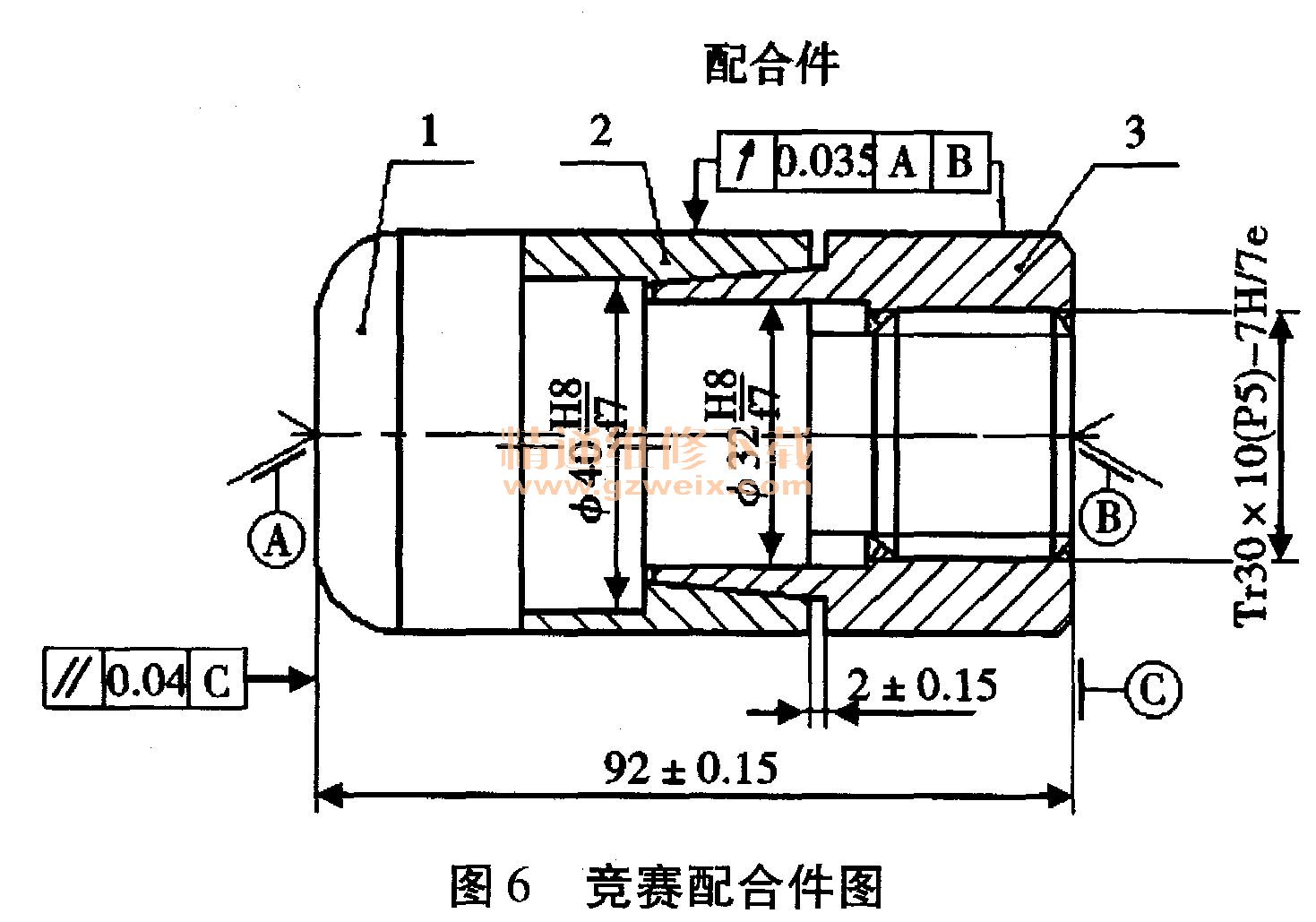
(1)分析图样,确定加工所用的工、夹、刀、量具。此配合件由三个零件组成,包括偏心配合,锥度配合,梯形螺纹配合,配合精度要求较高,其单件的加工儿乎包含了车加工的所有内容,车外圆、内孔、沟槽、锥度、特形面、梯形螺纹等,加工时所需的刀具较多,有90°偏刀、切槽刀、钻头、内孔车刀、梯形螺纹刀等,竞赛只配备三爪自定心卡盘,偏心部分只能采用三爪垫垫片的方法加工,要提前准备好垫片;根据图样,选择自带的量具,主要包括:游标卡尺、千分尺、圆弧样板、磁力表座等。
(2)加工步骤,根据竞赛所给毛坯φ50 mm×200 mm原材料,应先加工件3,再加工件1,最后加工件2。遵循基轴制原则,先加工件3,车好外梯形螺纹可以当做塞规使用,直接测试内螺纹;然后加工件1的外锥,外锥加工完成后,当做锥度塞规,测试件2的内锥配合间隙。那么加工件3时要分为粗、精加工,粗加工用一夹一顶的方法尽快完成,精加工在两顶尖间加工完成,为保证轴上偏心部位的正确性,偏心部分应在精加工轴上外圆之后加工,具体操作如下,在两顶尖间完成除偏心和圆弧部分外径的所有尺寸,三爪卡盘夹持圆弧部分所留外圆表面,垫垫片找正,车削偏心外圆至图样,然后夹持φ32外径,车圆弧部分至图样要求。加工件2时,先加工外径和锥孔部分至图样,切断工件保证总长,然后掉头用三爪卡盘夹持φ48外径,垫垫片装夹找正,车偏心内孔至图样要求,加工时要注意:轴和孔的偏心要放在最后工序加工,加工完偏心轴紧接着加工偏心孔,加工时要把垫片放在同一个卡爪上,这样使两个件的装夹位置保持一致,更有利于偏心找正。
总之,车加工技能竞赛中,要保证零件的质量,特别是加工偏心部分,一定要认真分析图纸,找好基准装夹外圆,找正偏心,就能顺利的加工出合格的零件。





