・上一文章:基于“互联网+”黑木耳菌袋窝口插棒一体机营销模式研究
・下一文章:影响农用机械油耗的因素及节油措施
摘要:槽类零件粗加工如按实际加工轨迹纯手工编程时因路线长、程序多,易出错,如能用到子程序则减少了程序段数量,缩短程序录入时间,减少辅助时间,提高生产效率。
在手工编程中,对于小直径刀具加工比较大的平面,刀具路线较多,常规编程程序书写量较大,出错率较高。为了减少程序录入量,减少辅助时间,提高工作效率,此时常考虑调用子程序。由于加工对象是平面,加工过程中不用考虑过切问题,因此子程序广泛应用于形状规则(长方形、正方形)的平面加工。而在其他方面,如槽类的粗加工很少有人用到,因为在这种情况下如处理不好会出现过切现象,从而导致加工件出现废品。但如果用好,也确实能达到事半功倍的效果。这里我把子程序在槽类粗加工的正确使用方法向大家介绍一下。
现以图1零件图为例,说明如何利用子程序调用进行槽的粗加工。
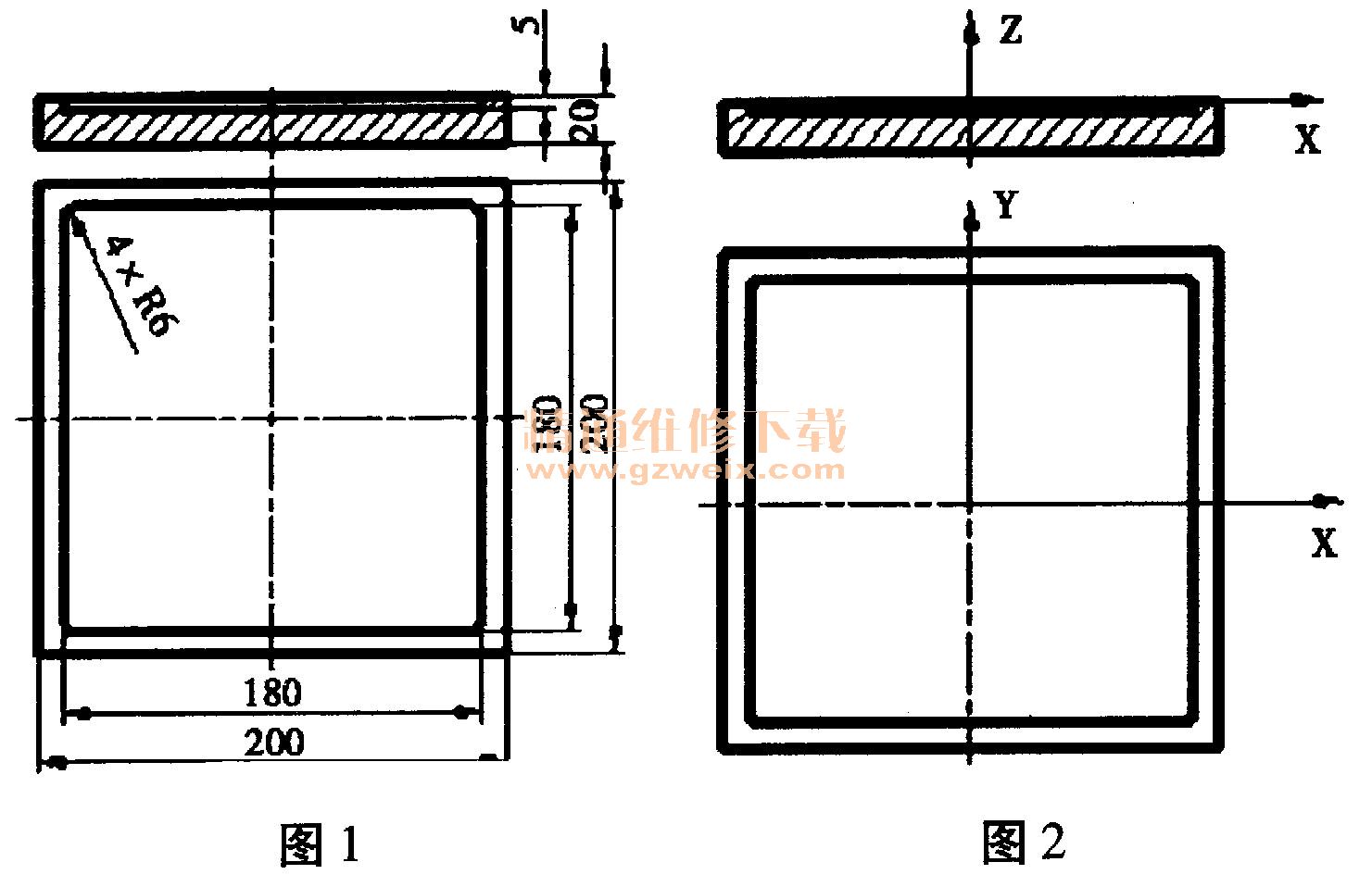
已知条件:刀具为φ10 mm键槽刀,刀具材料为高速钢,工件材料为45#,要求精加工余量为0. 2 mm。工件坐标系如图2所示。
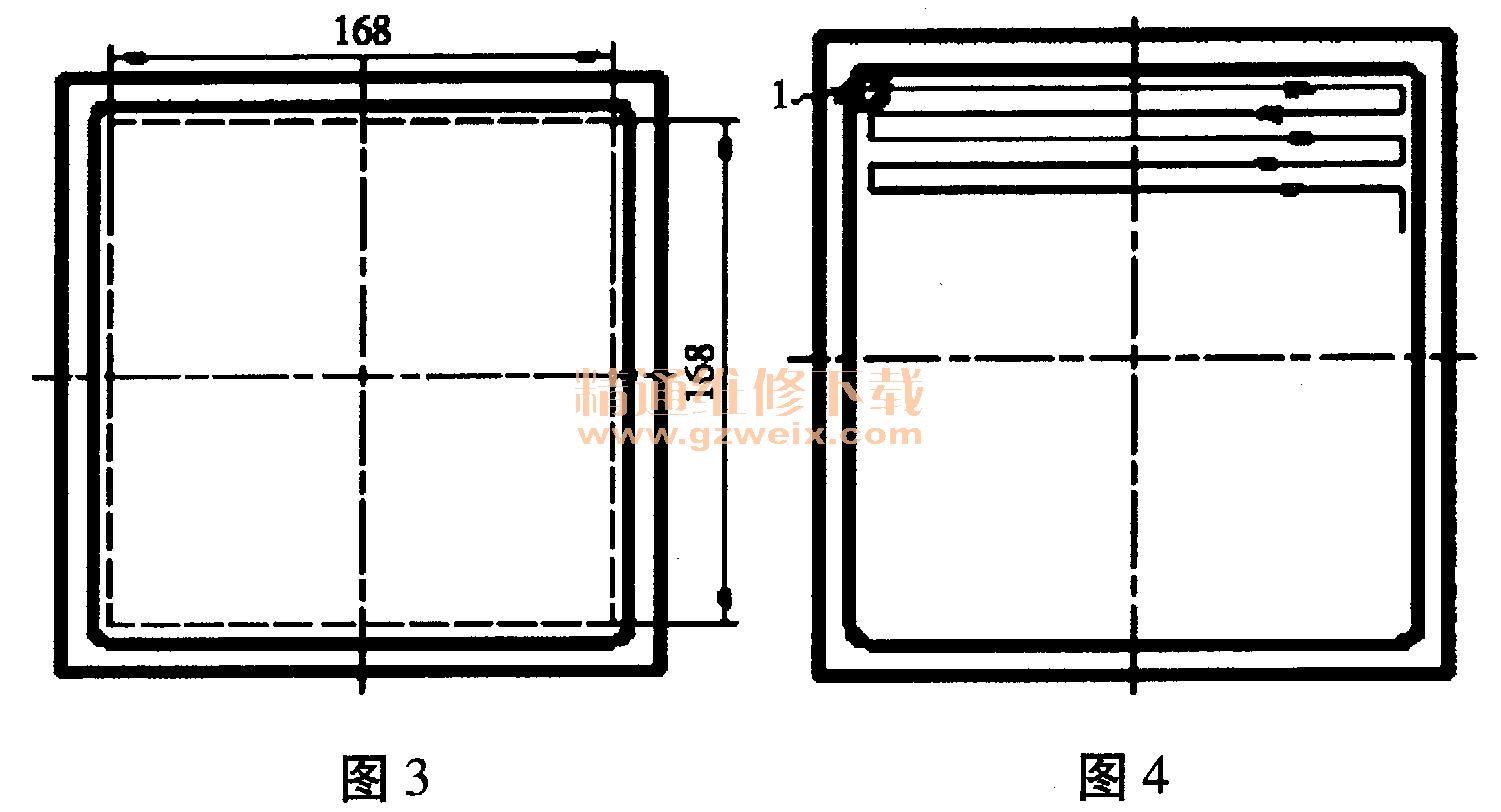
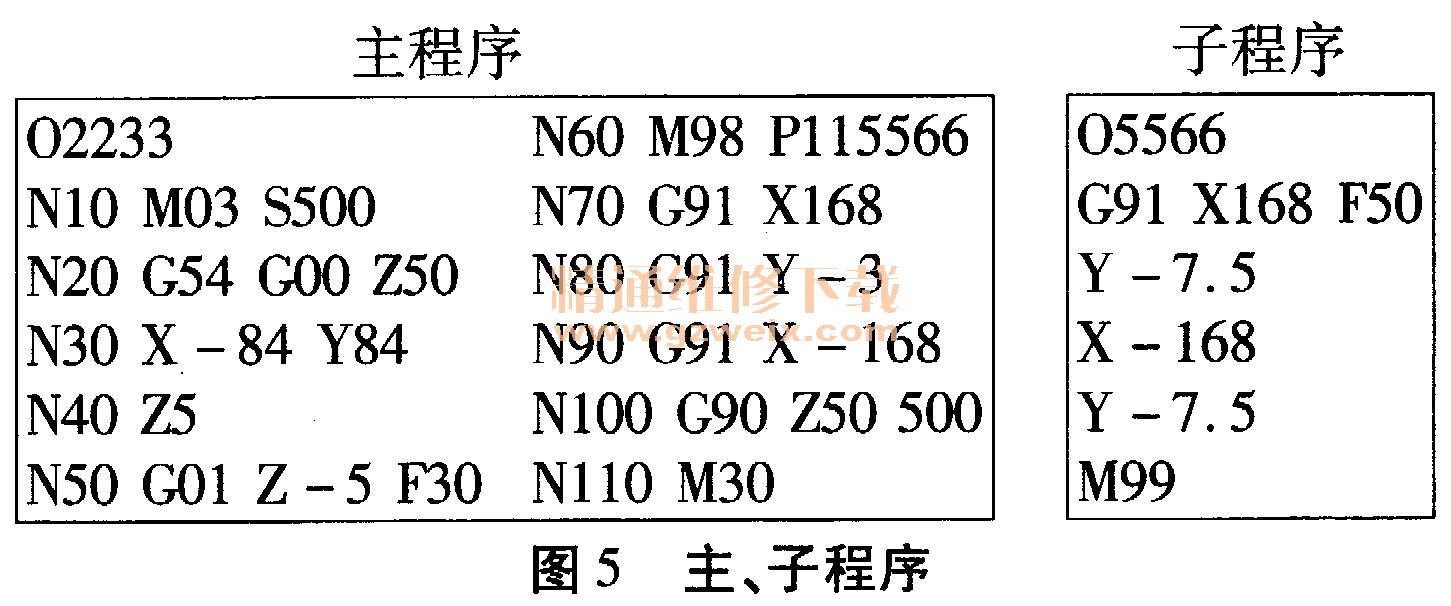
槽粗加工时铣刀刀位点的极限位置如图3中虚线所示。槽粗加工采用行切方式,加工路线如图4所示,从1点(坐标X -84 ,Y84)出发,侧吃刀量为7.5 mm,按图中箭头所示路径进行粗加工。主、子程序如图5所示。
这里我主要总结一下,用子程序粗加工槽时,子程序调用次数的计算方法及子程序调用结束后,如何补加工刀具路径以完成整个槽的粗加工。
(1)子程序调用次数计算方法。根据图4所示的行切加工路线及侧吃刀量可知每调一次子程序,Y方向移动15 mm,根据图3知Y方向行切时极限距离为168 mm。则子程序调用次数为168:15所得结果的整数部分为子程序调用次数,即子程序调用次数为11,主程序中N70程序段中Pl15566中的11为子程序调用次数。
(2)子程序调用结束后补刀处理。因为通过子程序调用不能完成槽的所有粗加工,因此在子程序调用结束后,还要进行必要的补加刀具路径。那么如何正确补刀呢?根据计算调用次数168 : 15的余数来及子程序即可完成补刀路径。根据公式168、15知商是11,余数为3、可知当子程序调用11次结束后,刀具所在的Y向位置距Y向粗加工极限位置还有3 mm未加工,根据子程序加工路线图(图6)所知,应先向X正向移动168 mm,即程序段N80 G91 X168,再向Y负向移动余数3 mm,即程序段N90 G91 Y - 3,再向X负向移动168 mm,即程序段N100G91 X-168,到此为止,完成了所有的补刀程序,从而也完成了所有槽的粗加工。关于槽的半精加工及精加工部分这里就不再阐述了。
如将切削间距改为7 mm,则子程序调用次数为16814=12,因没有余数,此时除将子程序中两个Y-7.5改成Y-7外,在主程序N70程序段下依次补如下程序段N80 G91 X168;N90 G91 Y-8;N91 G91 X-168;N92 G91Y-4; N93 G91 X168;并将N70程序段调用次数改为12、即可完成该槽的所有粗加工。在子程序调用结束后只需要补X正向移动168正刀就可以了。
如将切削间距改为7.8 mm,则子程序调用次数为168.15.6整数部分为10,余数为12,此种情况,因余数大于刀具直径,除将子程序中两个Y-7.5改成Y-7.8外,在主程序N70程序段下依次补如下程序段N80 G91 X168;N90 G91 Y-8;N91 G91 X-168;N92 G91 Y-4;N93 G91X168,并将N70程序段中调用次数改为10,即可完成该槽的所有粗加工。
综上所述,只要我们掌握了槽类粗加工子程序调用次数的计算及调用结束后补刀原理,不管是什么样的行切方式,我们都会得心应手,在较短时间内编制一个较短的程序来代替较长的程序段,缩短辅助时间,提高实际加工效率。





