来源:本站整理 作者:佚名 2024-12-14 09:54:37
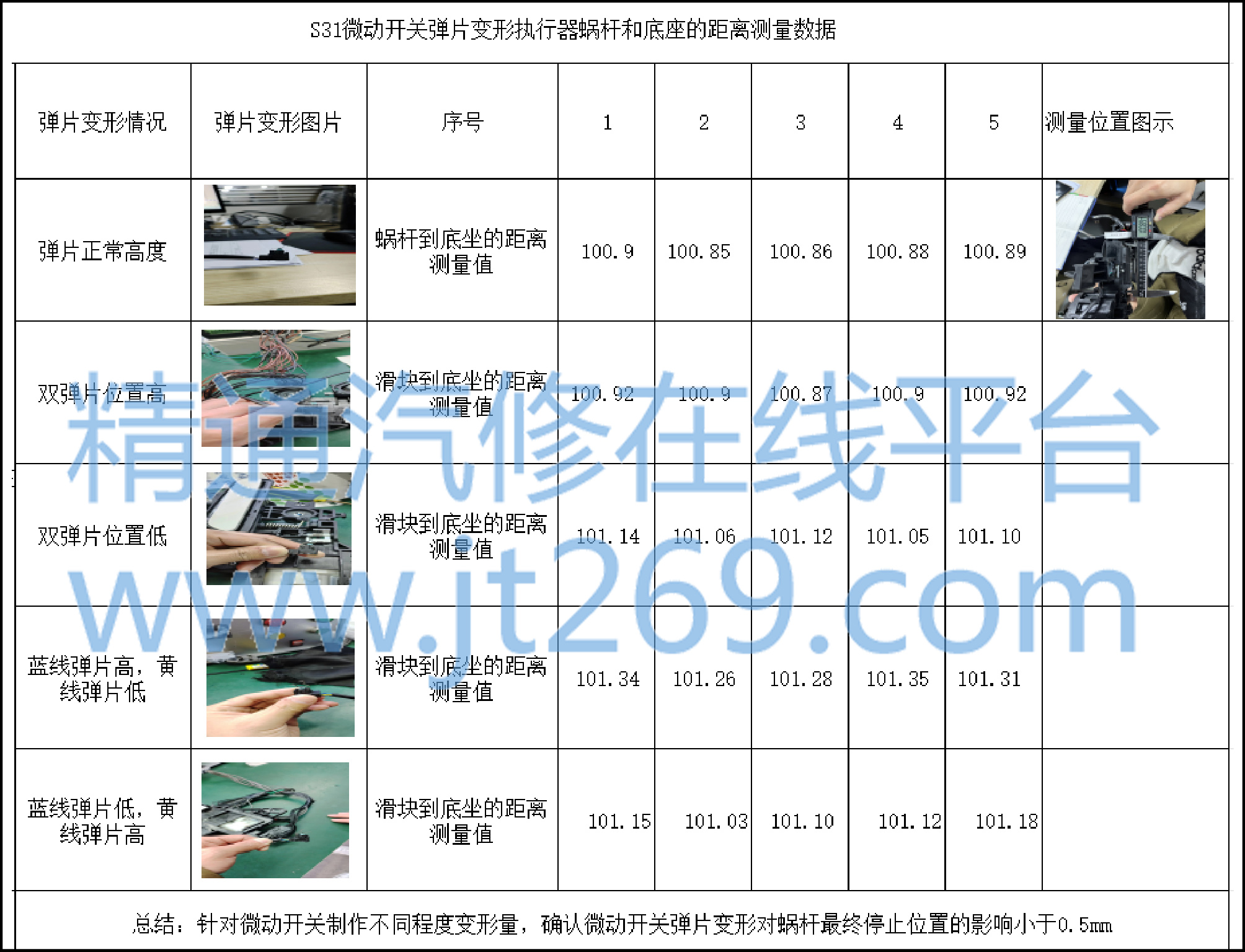
针对微动开关制作不同程度变形量,确认微动开关弹片变形对蜗杆最终停止位置的影响:
(注:模拟弹片变形形变量是按照最大可能形变量来执行,弹片高度不符合标准)。
故障件采用定义6V,100ms测试回位,可回位到位。
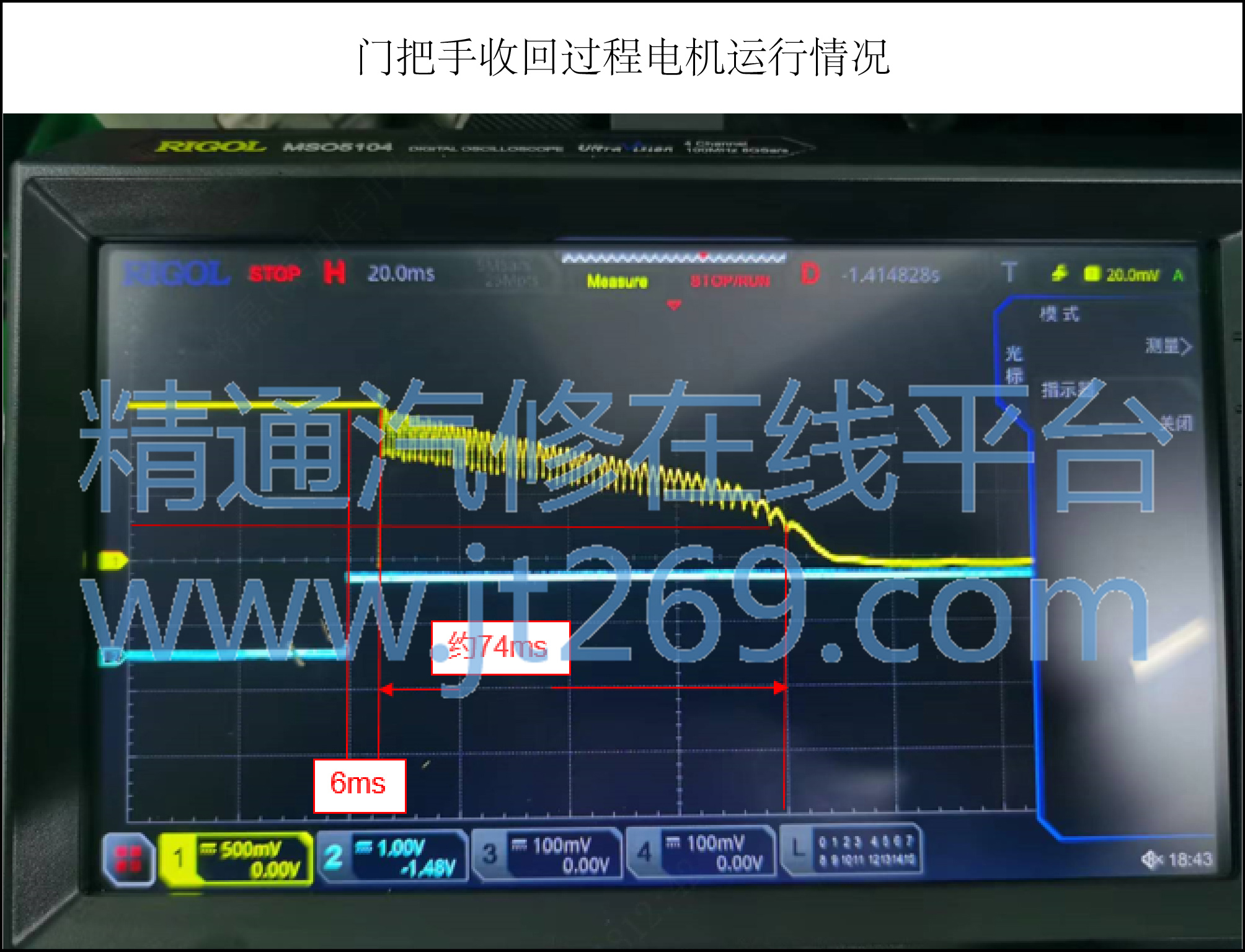
控制器原定义为收到回位到位开关信号后6V 100ms延时,实际执行存在偏差。
实车测试的控制器在收到折叠到位微动开关信号后,给隐藏把手电机供电有6ms延时后断开供电,由于电机是感性负载,电机碳刷和转子在接触和非接触时会产生纹波,电机的物理特性导致电机运行相当于做了一定时间的延时。实际控制器软件未作100ms延时。
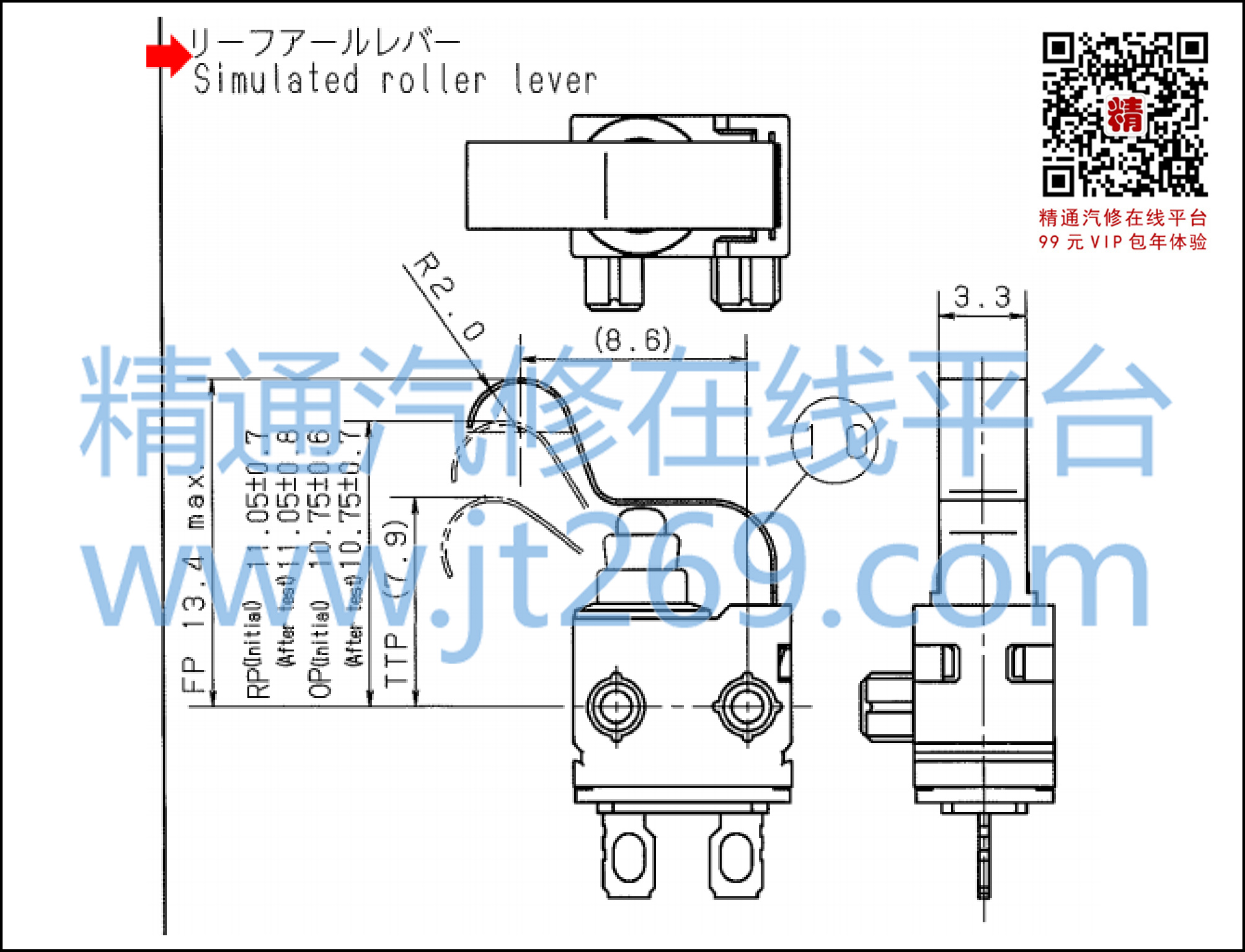
执行器剩余1mm未回位到位:
P1:电机限位偏差,导致蜗杆前移;执行器螺钉松脱;
P2:微动开关弹片变形,导致开关提前触发,电机提前停止;
P3:整车延时没有达到既定值,执行器不能退到底。
结论:
1、执行器螺钉松脱;
2、控制器原定义为收到回位到位开关信号后6V 100ms延时,实际执行存在偏差
理论分析,此故障出现需把手极限件及延时不足同时出现,出现概率较低。
永久对策:
1.执行器安装螺钉增加光电检测;
2.自动线增加电检回位后,初始高度检测(把手采用12V,50ms);
3.软件更改,执行器按100ms延迟执行。
上一页 [1] [2]