・上一文章:汽车传动轴异响检修方法
・下一文章:宝马760Li怠速抖动、加速无力
在碰撞严重的事故车中,变形比较严重的车身件只有通过更换才能保证其车身的质量与安全。合理地更换车身件有助于提高工作效率与维修质量。本文将通过一辆右后翼子板受到严重撞击的奔腾B50来讲述有关事故车车身件的更换。
事故车分析
受到严重撞击的奔腾B50右后翼子板严重堆折,内格变形,右后尾灯破损,右后门变形,右前门轻度变形,后挡风玻璃破损,尾盖轻度变形,后杠右侧破损等。尾盖受右后翼子板包角影响无法锁上,右后尾灯座有尺寸偏差等。
事故车修复方案
根据事故车的损坏程度、修复效率、车身安全性及可靠性等,对事故车做了以下维修方案:对右后翼子板上床校正;更换右后翼子板、后挡风玻璃、右后尾灯、右后门、后杠等;尾盖修复、右前门修复等。
拆卸相关部件
根据事故车维修方案,首先对右后翼子板进行作业,对影响到其作业的部件、内饰等或作业时可能会损坏到的部件、内饰等进行拆卸。①拆卸后挡风玻璃、右后门、尾盖等;②拆卸内饰板、后座椅、地毯等,防止切割或焊接时被火花伤到。
右后翼子板上床校正,对堆折严重的部位进行拉伸,对内格进行打正。拆卸右后轮胎、沙鼓胶。
右后冀子板的钻孔及切割注意事项
(1)切割车身件时,一定要沿直线切割并避开加强件。
(2)检查需要钻孔或切割的背面,确保软管、电线等没有损伤。
(3)不要损伤安装用的螺丝孔或卡夹孔和涉及测量参数的孔类。
右后冀子板的钻孔及切割
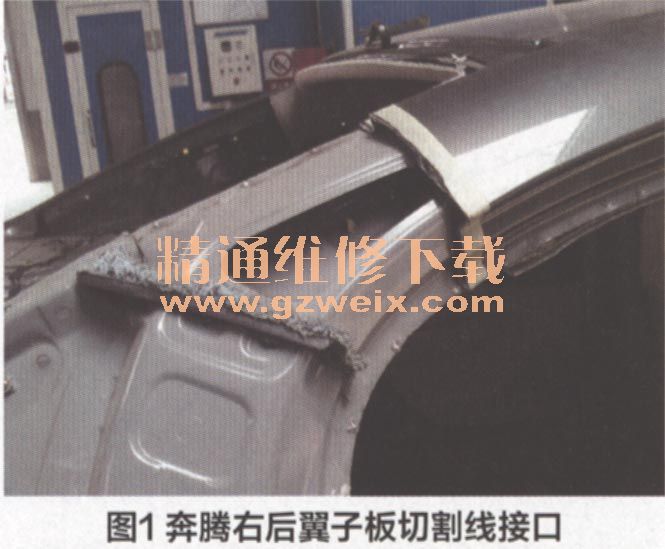
(1)根据右后翼子板的受损程度确认切割线,其切割线既要方便切割,又要方便与新件接合与定位(见图1)。
(2)切割线要避开构件中的一些孔类,如螺丝孔、定位孔、测量孔等。
(3)画出切割线。
(4)钻孔及切割时注意安全,戴好眼罩、口罩、手套等。
(5)用砂轮机沿切割线切割,而在弯角处可用风动据或手动据切割,注意切割的火花不得飞溅到车漆、玻璃、真皮上等。需要时可在车身表面覆盖上遮盖物。
(6)对于焊点钻孔,应选择大于焊点直径的钻头,一般用8mm的钻头。有些焊点会被原子灰和密封胶覆盖,需要对其进行打磨去胶后才会发现。
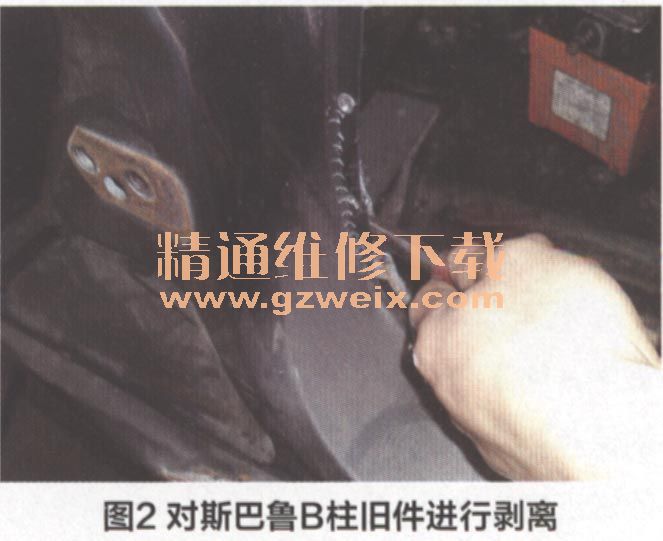
(7)用扁錾对车身外沿的焊点进行剥离(见图2)。
(8)对右后翼子板内格(见图3)进行修复和防锈处理。

新件的切割及定位
(1)根据旧件切割线先前的定位来给新件定位切割线。一般来说,新件第一次切割时要留有余量,防止切割过量后造成新件对接口间隙过大,一般的余量在20~30mm。
(2)切割时注意安全,戴好眼罩、口罩、手套等。
(3)在焊接前要对新件进行精确的定位,否则因为车身参数达不到标准而重新返工就得不偿失了。
(4)新件的定位一般有参数法、适配法等。只是更换翼子板可用适配法。如果车身参数有明显偏差的,可两种方法配合使用效果会更佳。
(5)把新件套上,调整位置,用大力钳在合适的边缘暂时固定,方便新件的进一步调整。图4为奔腾汽车左后翼子板新件的定位。

(6)对尾盖右包角、尾灯座及下板进行调整,使之与新件更贴紧。
(7装上右后门,更换上尾盖右角铰铁,因为尾盖只是面板变形,对新件的适配不影响,所以先不用做处理。
(8)对不方便用大力钳固定的地方或者为了使新件位置更紧凑,可用2mm的钻头在适合的地方钻通,上自攻螺丝暂时固定。
(9)目测新件与门、尾盖的线型间隙是否符合标准。如不符合,可一边调整一边观察,直到符合为止。
(10)适配右尾灯,因为尾灯座有变形,可一边打正一边对比,连续多次才可适配成功。套上围挡玻璃、后杠等,目测是否符合标准,不符合标准的要调整到符合位置。
(11)适配完毕,各间隙、线型等都符合标准,新件与其关联构件无变形现象,尺寸参数无误差等即可对新件转入焊接。
")
")
")
")

