・上一文章:可靠性试验中灯具品质问题的分析与改进
・下一文章:本田CRV启动困难,怠速抖动,加速无力
3 影响端子压接的因素
影响端子压接品质的因素主要是:端子本身的特性、压接所用电线的特性、压接设备的性质。
3.1端子特性对压接的影响
端子压接品质的好坏,受端子的材料、镀层、外形、特征尺寸和压接范围等影响。
3.1.1端子材料、镀层对压接的影响
端子的材料一般为合金铜材,我们以最常用到的合金铜材为例:Qsn6.5 -0.1(锡青铜合金)和H65(黄铜合金)。表3为两种材料的性能对比。
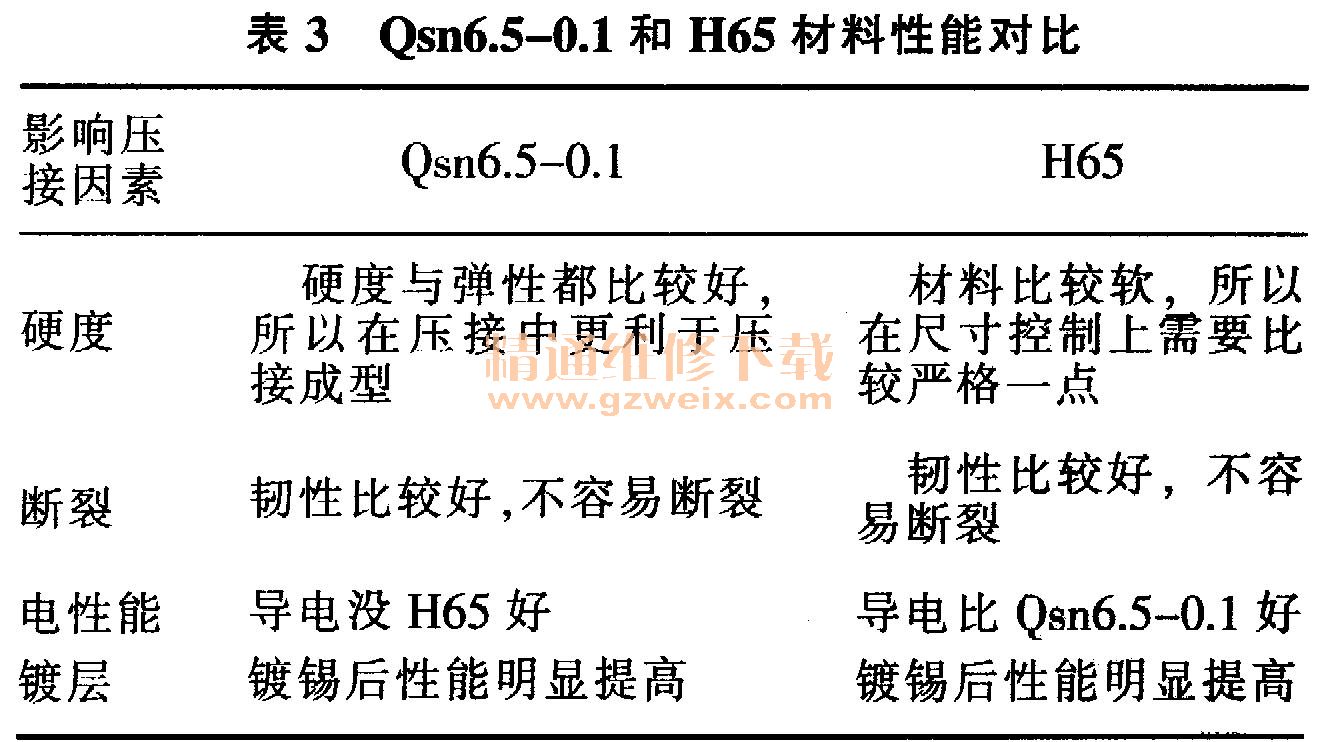
端子常见的镀层有镀锡、镀银、镀金。铜材在经过电镀处理后,材料相对变硬。在实际生产中压接出来的性能会比不镀的端子性能好。
3.1.2端子尺寸和压接范围对压接的影响
端子的设计尺寸以及压接尾部尺寸对压接起决定性的作用。如图9所示。

端子能压多大的电线是由端子尾部截面积以及尾部特征(倒角齿、滚花)决定的。端子尾部的截面积是由端子的厚度、端子压接翅的翅长和翅宽决定的。
端子能压多大的线,其实就是看端子尾部的内圆周能包住多大平方的铜线!所以端子压接翅的翅长、翅宽越大,其压接范围就越大。端子的厚度对端子压接的影响非常大,厚度越大,其压接的范围也越大。压接翅的倒角齿和压接翅的滚花对端子压接紧密起到重要的作用。
3.2压接用电线特征对压接的影响
我国主流线束生产厂家应用的电线标准有:日标线(AVSS、 AVS、 AEX)、德标线(FLRY A、 FLRY-B)、美标线(AWG、 SAE、J1128)、国标线(QVR、GB)。不同标准的电线有着不同的D(外径)、d(绝缘层厚度)、R(单丝直径)和电线的股数,如图10所示。所以,在端子压接中一定要确定所要压接电线的标准。

3.3压接设备对压接的影响
选择合适的压接机、压接模、压接钳口,对压线的可靠性影响很大。
3.3.1压接机对压接的影响
1)压不同规格的端子,所用压接机的吨位也不同。选择不合适吨位的压接机会造成压接不紧密或压接过度。
2)根据线束厂家的不同,所选的压接设备动力也不同(如气动、电动、机械)。
3)根据需要选择普通压接机或变频压接机。
4)根据工艺选择普通压接机或自动压接机。自动压接机比普通压接机要求压接数据更加准确。
3.3.2压接模具对压接的影响
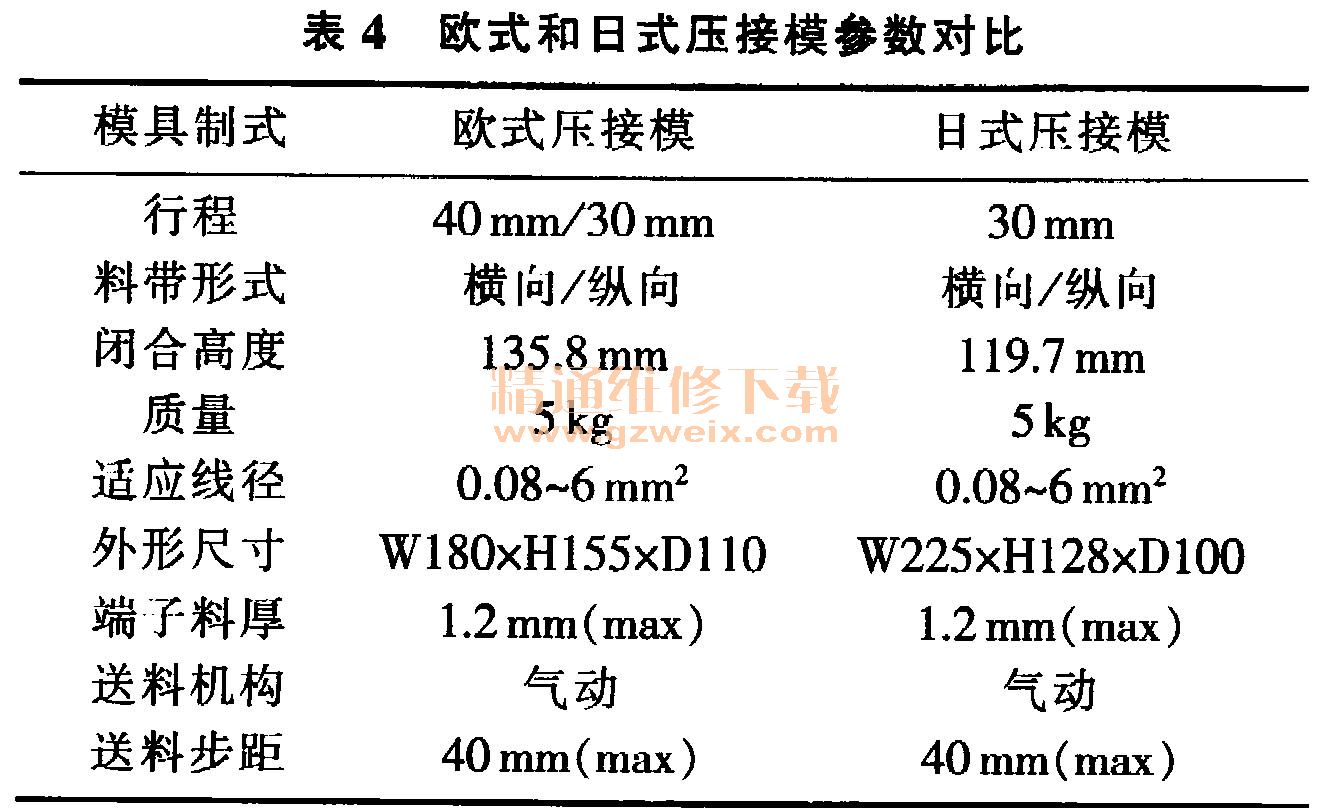
目前在我国线束厂的压接模具主要有欧系和日系两种制式。如图11所示。

一般都是根据压接机的制式(欧式、日式)而选择压接模具的制式。表4为欧系和日系模具的性能对比。
3.3.3压接钳口对压接的影响
钳口刀具和端子间的关系如图12所示。
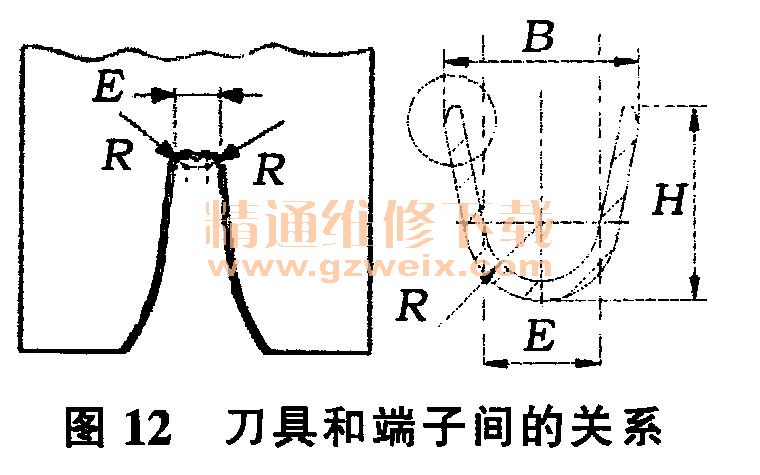
1)根据端子的前足变形宽度,找出对应的钳口过渡弧宽度。
2)根据端子的前足长度,找出对应的钳口厚度。一般下钳口都比上钳口厚一些。根据链型端子的间距选出合适的步距。钳口材料对压接的稳定性有着很大的影响。我们一般都会选择强度比较大、耐磨损的材料。
4 结束语
通过以上对端子压接的分析可以看出,端子在压接过程中,需要充分考虑各个方面对压接效果的影响。只有充分保证压接后端子的物理性能、机械性能和电性能,才能得到优质的压接效果。
")
")
")
")

