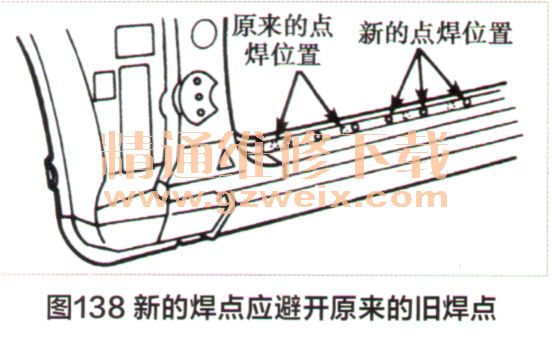
修理厂的焊机功率一般小于制造厂的焊机功率。因此,修理厂在进行点焊时应将焊点数增加30%,新的焊点应避开原来的旧焊点(图138)。
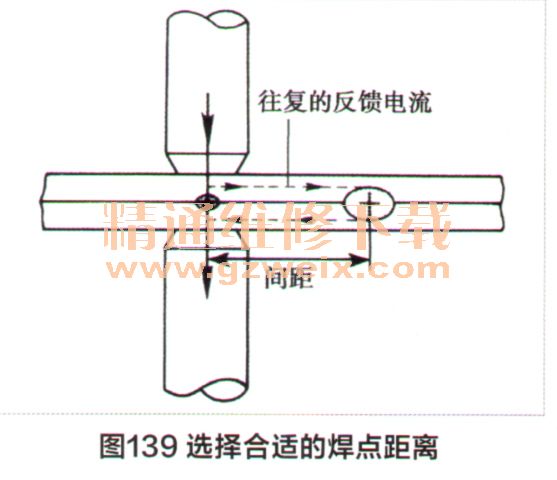
焊点的间距(两个焊点之间的距离)和边缘距离(焊点到构件边缘的距离)会影响构件连接强度。构件两层之间的结合力随着焊接间距的缩小而增大,因此应选择合适的焊点距离(图139)。
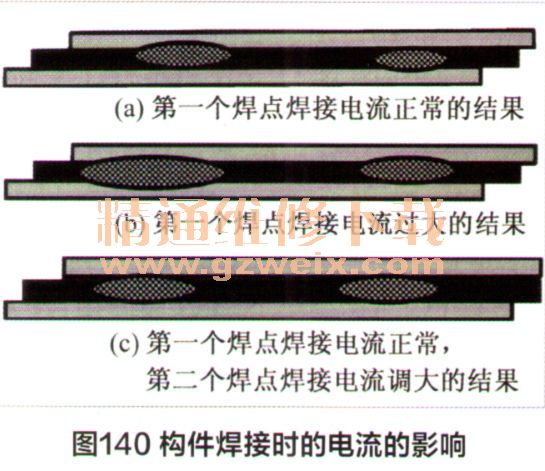
在电阻点焊焊接时,电流流过第一个和第二个焊点的电流不一样,特别是在构件两层板之间有防锈剂导致导电系数的降低后,第二点流过的电流会小一些,造成第二个焊点的强度下降,如果电流调大后焊接,会造成第一个焊点电流过大,因此应该在正常焊完第一个焊点后,把第二个焊点的电流调大一些(图140)。
焊点的顺序不要只沿着一个方向连续进行点焊。这种方法会使电流产生分流而降低焊接质量,应按图141所示的焊接顺序。

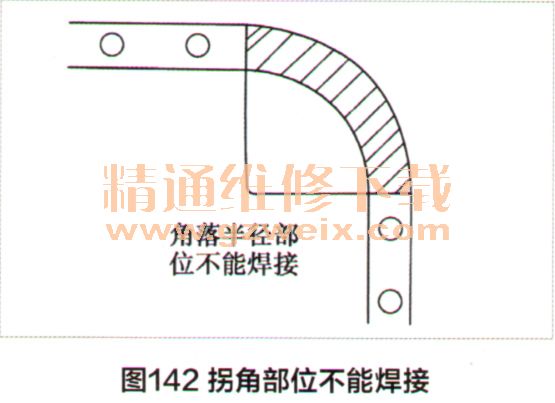
不应在构件拐角的半径部位进行焊接(图142),对这个部位进行焊接将产生应力集中而导致开裂。例如,车身前柱和中柱的顶部拐角,后立柱侧板的上方拐角,前、后车窗拐角处。
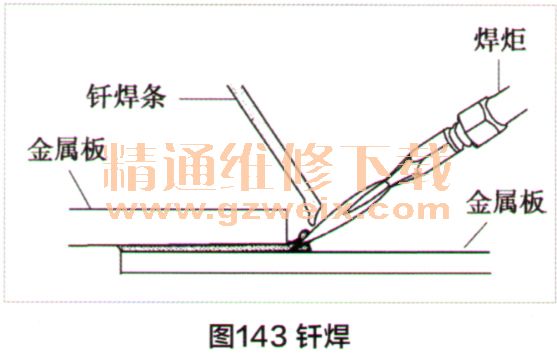
(4)钎焊
①钎焊焊接特性
钎焊只能用在构件之间密封结构处。钎焊在焊接过程中只熔化焊条,而不熔化母材,这种焊条的熔点低于母材,如图143所示。钎焊类似于将两个物体粘在一起。在钎焊过程中,熔化的黄铜充分扩散到两层构件之间,形成牢固的熔合区。钎焊接处抵抗碰撞的抗弯强度小于原构件的抗弯强度。因此,只能对制造厂已进行过钎焊的部位进行钎焊,其他地方不可钎焊。钎焊分为两种,即软钎焊和硬钎焊(用黄铜或镍),钎焊这个词通常用来指硬钎焊。
钎焊有下列特性:
钎焊是在很低的温度下进行,在这个过程中构件不熔化,因此构件产生变形和应力的危险性较小;
由于构件不熔化,所以可以进行两种金属构件的焊接连接;
钎焊用黄铜是因为黄铜有优异的流动性,能够顺利地进入构件之间的间隙中,有很好的密封性能;
钎焊主要是起密封作用,所以焊接处的强度不高,一般构件之间的连接要求强度太高的部位不宜采用钎焊;
钎焊技术很容易掌握。汽车车身结构中,使用电弧钎焊将车顶和后顶侧围连接在一起,电弧钎焊产生的热量少,所以不容发生构件变形或弯曲(图144)。特别是车身构件厚度薄、要求密封高的部位常采用钎焊,缩短了焊接和抛光的时间。

上一页 [1] [2] [3] [4] [5] 下一页
")
")
")
")

