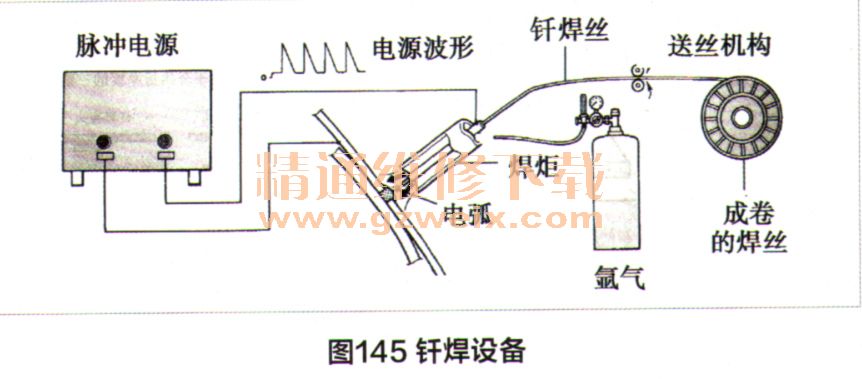
在车身修理厂钎焊设备(图145)通常与氧一乙炔焊的设备相同。进行钎焊时,需要氧一乙炔焊炬、钎焊条、焊接护目镜、手套和焊炬点燃器。尽管氧一乙炔焊炬可用来进行软钎焊,但最好还是用专业的设备进行软钎焊。
②焊剂和钎焊条
暴露在空气中的金属表面一般都有一层氧化膜,加热会使这层氧化膜变厚。焊剂可以清除氧化膜,而且还能预防金属表面重新氧化;它还可增加母材和钎焊材料之间的粘接强度。给母材的表面涂上焊剂,加热使其变成液体,即可清除氧化层。氧化层被清除后,钎焊材料将粘接在构件表面上,并进一步氧化,可以获得较好焊接质量(图146)。

③钎焊接头的强度
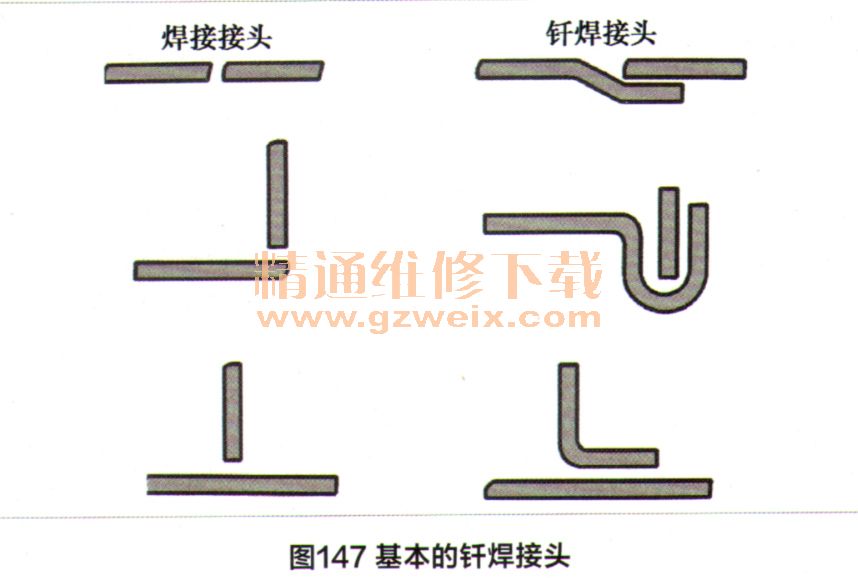
由于钎焊的连接强度低于母材的强度,接头的形状和间隙就变得非常重要。如图147所示为基本的钎焊接头。接头的强度取决于需要连接的两个工件的表面积,故应尽量加宽搭接接头的宽度。构件搭接部位的宽度一般应等于或大于构件材料厚度的3倍。
④钎焊的操作
清洁构件表面:如果构件表面上粘有氧化物、油、油漆或灰尘,钎焊材料就不能顺利地流到构件表面的焊接部位,要用钢丝刷对表面进行清洁。
施加焊剂:构件表面被彻底清洁后,在焊接表面均匀地加上焊剂(如果使用带焊剂的钎焊条,就不需要用焊剂)。
给构件加热:将构件的接合处均匀地加热到能够接受钎焊材料的温度。调节焊炬气体的火焰,使它稍微呈现出碳化焰的状态(图148)。根据焊剂熔化的状态,推断出钎焊材料的适当温度。

⑤钎焊后的处理
钎焊部位充分冷却以后,用水冲洗掉剩余的焊剂残渣,并用硬的钢丝刷清洁表面。烧干并发黑的焊剂可用砂轮清除。如果没有完全清除掉剩余的焊剂残渣,涂层就不能很好地粘附,而且接头处还可能产生腐蚀和裂纹。
⑥软钎焊
软钎焊不可用来加固构件的接头,只能用于最终的精加工,例如校正金属板表面或修正焊接接头的表面。由于软钎焊具有 “毛细现象”,可产生极好的密封效果。在对一个接头进行软钎焊以前,应先将接合处及其周围的涂层、锈斑、油和其他外来杂质清除掉。
软钎焊的过程如下:对需要进行软钎焊的表面加热(加热后用一块布擦净);充分摇晃焊膏,然后用刷子将它涂在构件的金属表面上;保持一定的距离进行加热;按照从中心到边缘的顺序,擦掉焊膏;钎焊部位一定要呈现银灰色(如果为浅蓝色,表明加热温度过高)。
上一页 [1] [2] [3] [4] [5] 下一页
")
")
")
")

