・上一文章:蓄电池的那点事儿----汽车蓄电池的今生
・下一文章:浅谈新能源汽车专业课程体系建立和课程内容研究
(3)电阻焊
汽车车身构件的连接都是机械化作业,大多采用电阻焊,在车身构件修复时也需要使用电阻焊或气体保护焊进行焊接连接。在使用电阻焊时,操作者必须在设备上安装一些合适的长焊接臂和电极,并应适当调整两构件之间的夹紧力,同时调整电流强度和时间才能得到较好焊接质量。
在进行构件电阻焊作业时,一定要先查阅汽车制造厂提供的汽车维修说明书。更换车身构件时,焊接接头的大小应和原来制造厂的焊接接头类似。车身构件的强度和耐久性要求,需要根据焊接到车身构件上的位置决定,并查阅技术文件选择最佳的焊接方法。
①电阻焊优点
电阻焊是汽车制造厂在流水线上对整体式车身进行焊接时最常用的一种方法。据估计,在整体式车身的焊接中,有90%~95%的车辆都采用焊机来进行电阻焊,图126所示为多功能焊机。

电阻点焊工艺适用于厚度为0.4~0.8mm的无镀层低合金金属材料(碳的质量分数一般小于0.15%),两构件的金属材料钢板厚度比小于2.5:1,特殊情况可以达到3.0:1。在车身修理时,常见的电阻焊部位包括车顶、车窗框构件和车门、车门槛构件以及外部的覆盖件。
②电阻焊的焊接原理
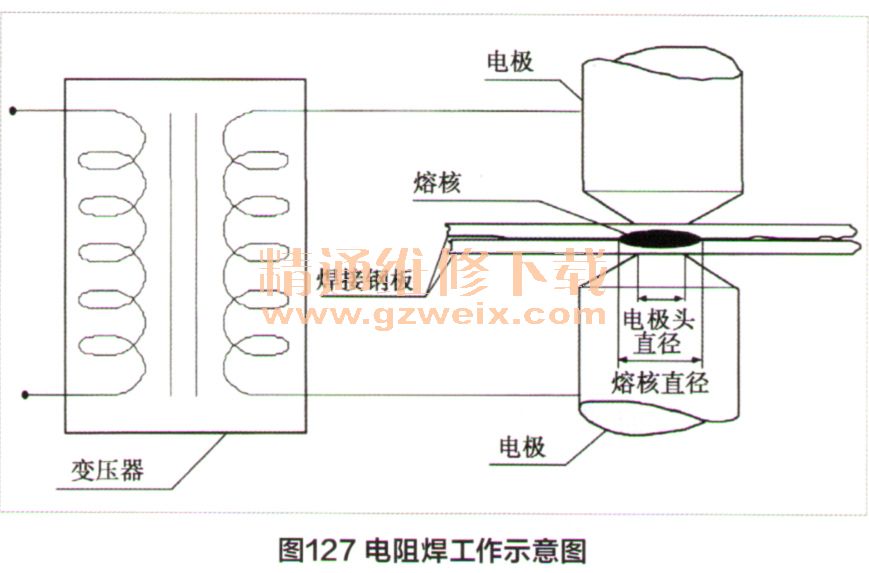
电阻焊是通过低压电流流过夹紧在一起的两块金属产生的电阻热和焊接电极的挤压力来进行焊接的。因此,电阻点焊的三个要素分别是:电流、加压和加压时间,图127所示为电阻焊工作示意图。
电流:在进行电阻焊时,有很强的电流流过焊接电极头,然后经过两构件。在构件金属的接合处温度迅速上升,电阻值最大,电流不断流过,构件金属便熔化并熔合在一起,如图128所示。如果电流太大或压力太小,将会产生溅出物;如果减小电流强度或增加压力,便可使焊接溅出物减少。

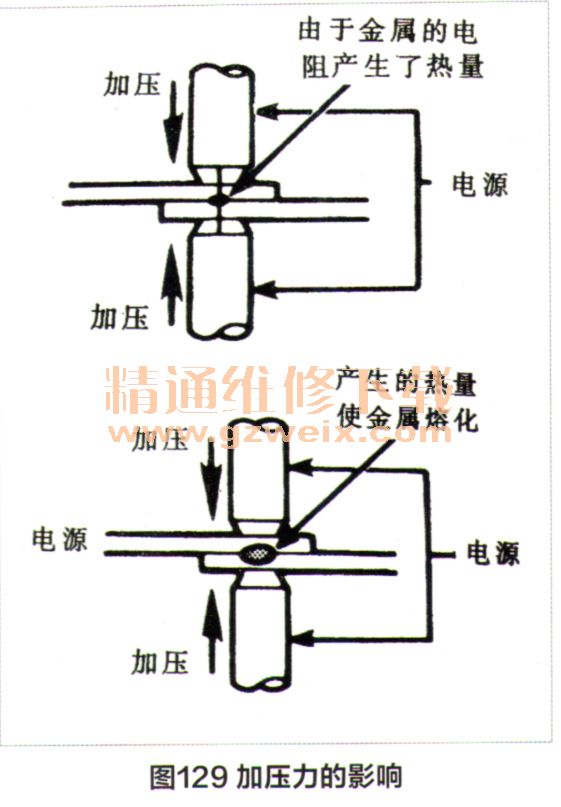
加压:两个金属件之间的焊接机械强度与焊接电极头施加的力有直接关系。当电极头将金属件挤压在一起时,电流从电极头流入构件金属,使金属熔化并熔合在一起,如图129所示。加压时,如果电极头压力太大会引起熔核过小,并降低焊接部位的机械强度。
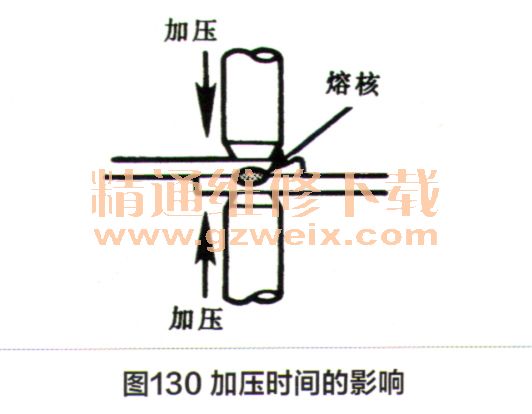
加压时间:电阻焊电流停止后,熔化的部位开始冷却,凝固的金属形成了圆而平的焊点。这种结构非常紧密,如图130所示。加压时间是一个非常重要的因素,操作时的加压时间不可少于设备上说明书上的规定值。
")
")
")
")

