来源:汽车维修与保养 作者:佚名 2020-07-18 10:35:54
三、垂度测试法总结
垂度测试法并非100%精确的,但是只要我们的测量工具和测量方法正确,它的精度对于我们所需要知道的阀孔配合间隙是否已超过临界值的问题来说已经是足够了。
另外,很多情况下,滑阀在阀孔中单侧受力,使滑阀或阀孔在某一侧的磨损超过周边其余部位,通常可以用手电筒进行光照法来发现。因此在这种偏磨的情况下进行垂度测量时,滑阀摆动的方向应该是其摆动量最大的方向,也就是测量其磨损最大部位的配合间隙。
垂度测试法只是很多测量方法中的一种,它的最大优点是成本低,尤其是当你已经拥有了一些很好的测量工具。该测试法比较适用于测量那些总体长度较大,而阀上的控制圆的厚度较小的滑阀,而且利用百分表或电子卡尺计算出来的间隙值要比针规方法更精确。
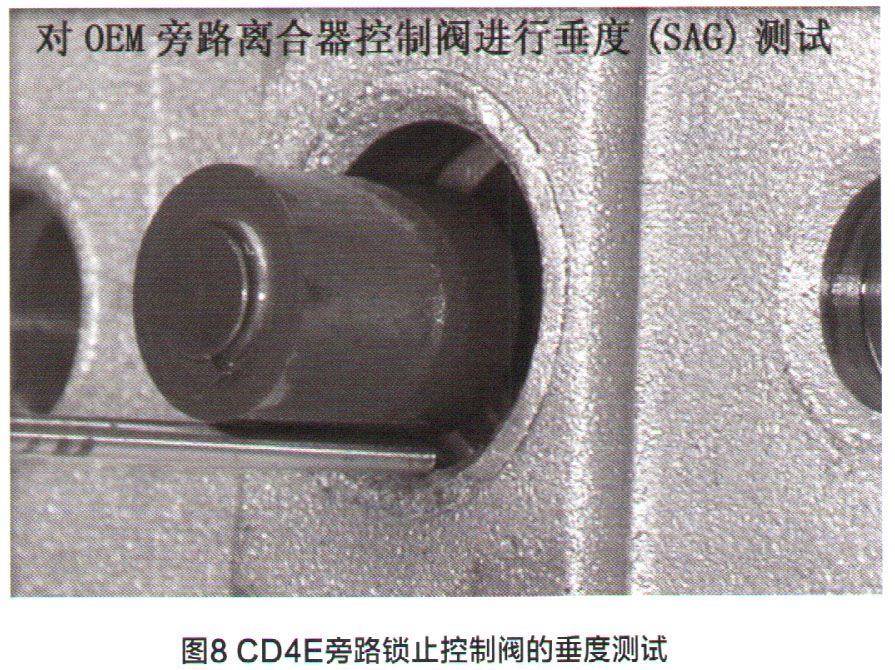
在高里程数的CD4E阀体中,旁路锁止控制阀是更常见的磨损点,我们可以跳过繁琐的计算,直接使用以下计算好的数据来操作。如图8所示,我们可以将针规或者钻头柄插入该倒插着的阀的下端,阀体在正常情况下,这个间隙应该在1.778mm以上,阀体磨损越大,阀下垂量就越大,这里针规可以插入的间隙就越小,此时所能允许的最小间隙不能低于1.473mm。如果低于这个数,就必须更换阀体或对这个阀孔进行铰孔修复了。
上一页 [1] [2] [3]
")
")
")
")

