ЁЄЩЯвЛЮФеТЃКУРЕФKFR-75LWаЭЙёЪНПеЕїЦїЪвЭтЗчЩШЕчЖЏЛњВЛЙЄзї
ЁЄЯТвЛЮФеТЃКЫЙАЭТГЩСжШЫЃЈ2.0L EJ20ЃЉЗЂЖЏЛње§ЪБаЃЖдЗНЗЈ


зЂвтЃКШчЙћСЌНгАхЩЯЕФЯоЮЛЦїЯњПзКЭСДЬѕеХНєЦїЩЯЕФЯоЮЛЦїЯњПзУЛгаЖдзМЃЌдђМьВщжљШћГнЬѕAЕФЪзИіВлПкЪЧЗёгыЯоЮЛЦїГнBФіКЯЁЃШчЙћУЛгаФіКЯЃЌдђЩдЩдЫѕЛижљШћвдЪЙжљШћГнЬѕAЕФЪзИіВлПкгыЯоЮЛЦїГнBФіКЯЁЃ
(2)МьВщЧњжсСДТжЪЧЗёЮЛгкЭМ14жаМ§ЭЗЫљЪОЕФЮЛжУЁЃШчЙћЮДЖдзМЃЌдђзЊЖЏЧњжсЃЌНЋЧњжсСДТже§ЪББъМЧЖдзМЭМжаМ§ЭЗЫљЪОЕФЮЛжУЁЃ
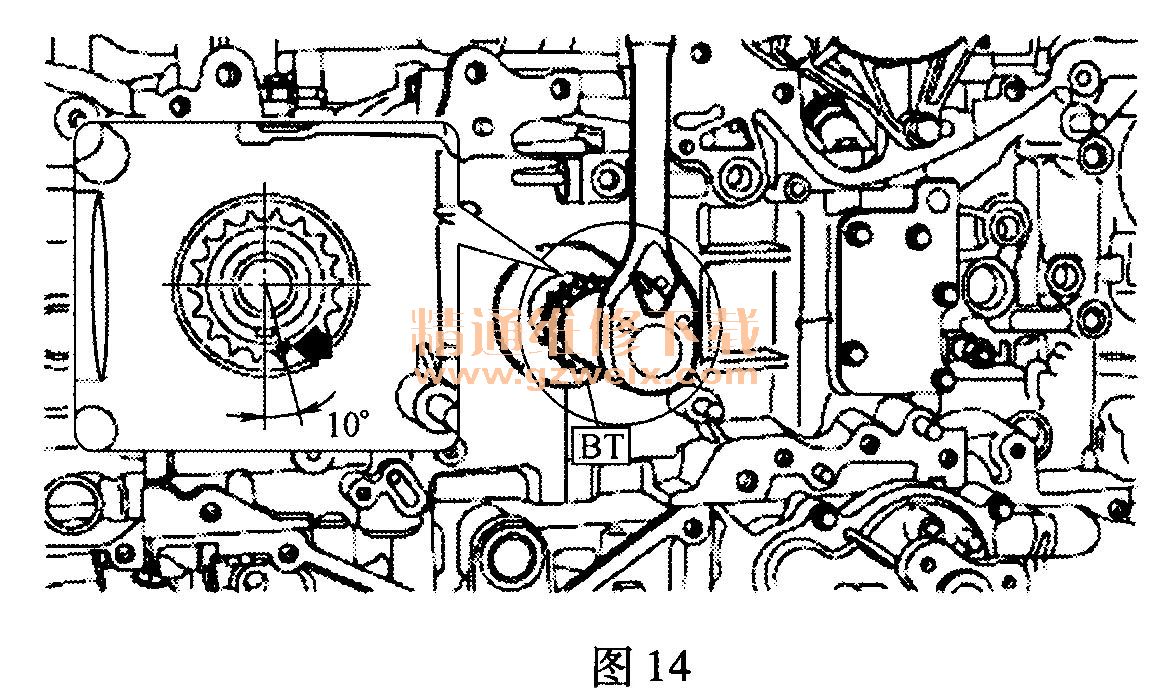
зЂвтЃКашвЊжДааДЫВНжшвдЗРЦјУХКЭЛюШћдкЯТвЛВНжаЯрЛЅНгДЅЁЃ
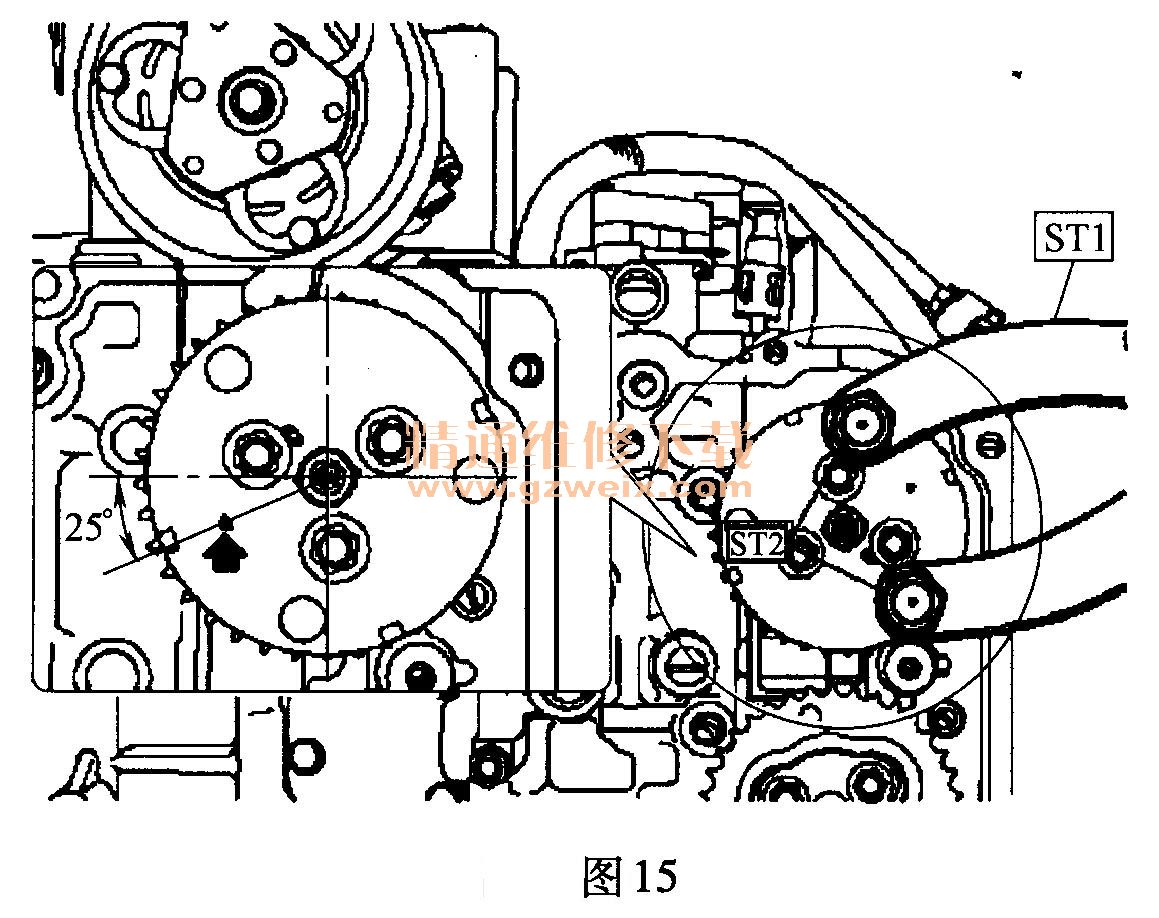
(3)зЊЖЏзѓНјЦјЭЙТжжсСДТжЃЌНЋе§ЪББъМЧЖдзМЭМ15жаМ§ЭЗЫљЪОЕФЮЛжУЁЃ
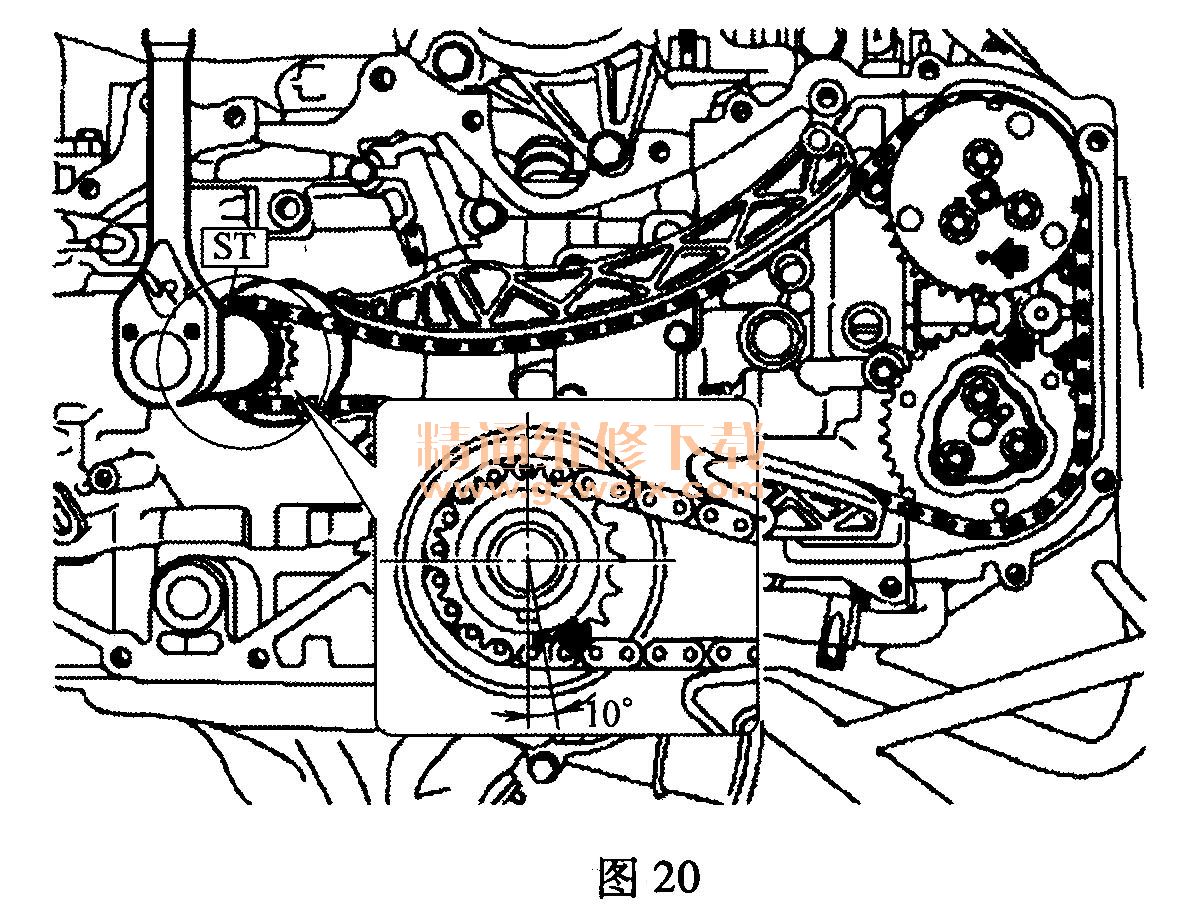
(4)НЋЧњжсФцЪБеызЊЖЏдМ200°ЃЌЪЙЧњжсМќЕФЖдЦыБъМЧЖдзМЭМ16жаМ§ЭЗЫљЪОЕФЮЛжУЁЃ

зЂвтЃКЧаЮ№ЫГЪБеызЊЖЏЃЌвђЮЊЦјУХКЭЛюШћПЩФмЛсНгДЅЁЃ
(5)НЋзѓХХЦјЭЙТжжсСДТжЕФЖдЦыБъМЧЖдзМЭМ17жаМ§ЭЗЫљЪОЕФЮЛжУЁЃ

(6)АВзАзѓе§ЪБСДЬѕКЭзѓе§ЪБСДЬѕЕМЯђзАжУЃЌШчЭМ18ЫљЪОЁЃ

1)НЋе§ЪБСДЬѕБъМЧЃЈЛЦЩЋЃЉгыЧњжсСДТжЕФЖдЦыБъМЧЯрЦЅХфЁЃ
2)НЋе§ЪБСДЬѕБъМЧЃЈГШЩЋЃЉгызѓНјЦјЭЙТжжсСДТжЕФе§ЪББъМЧЯрЦЅХфЁЃ
3)НЋе§ЪБСДЬѕБъМЧЃЈГШЩЋЃЉгызѓХХЦјЭЙТжжсСДТжЕФе§ЪББъМЧЯрЦЅХфЁЃ
4)АВзАзѓе§ЪБСДЬѕЕМЯђзАжУЁЃ
(7)НЋOаЮШІАВзАЕНзѓИзЬхФкЁЃ
(8)АВзАзѓСДЬѕеХНєЦїИЫКЭзѓСДЬѕеХНєЦїЁЃ
(9)ДгзѓСДЬѕеХНєЦїжаРГіЯоЮЛЦїЯњЁЃ
(10)ЫГЪБеызЊЖЏЧњжсВЂШЗБЃУЛгавьГЃзДПіЧвзѓВрЦјУХе§ЪББъМЧЖдЦыЁЃ
2ЃЎе§ЪБСДЬѕЃЈгвЃЉ
(1)АВзАзѓе§ЪБСДЬѕЁЃ
(2)зМБИАВзАгвСДЬѕеХНєЦїЁЃ
1)АДМ§ЭЗЗНЯђвЦЖЏСЌНгАхAвдбЙШыжљШћBЃЌШчЭМ12ЫљЪОЁЃ
2)гУ2. 5mmжБОЖЕФЯоЮЛЦїЯњЛђСљНЧЭЗАтЪжВхШыЯоЮЛЦїЯњПзЃЌЙЬЖЈжљШћЃЌШчЭМ19ЫљЪОЁЃ

зЂвтЃКШчЙћСЌНгАхЩЯЕФЯоЮЛЦїЯњПзКЭСДЬѕеХНєЦїЩЯЕФЯоЮЛЦїЯњПзУЛгаЖдзМЃЌдђМьВщжљШћГнЬѕAЕФЪзИіВлПкЪЧЗёгыЯоЮЛЦїГнBФіКЯЁЃШчЙћУЛгаФіКЯЃЌдђЩдЩдЫѕЛижљШћвдЪЙжљШћГнЬѕAЕФЪзИіВлПкгыЯоЮЛЦїГнBФіКЯЁЃ
(3)зЊЖЏЧњжсЃЌНЋЧњжсСДТжЁЂзѓНјЦјЭЙТжжсСДТжКЭзѓХХЦјЭЙТжжсСДТжЕФЖдЦыБъМЧЖдзМЭМ20жаМ§ЭЗЫљЪОЕФЮЛжУЁЃ