・上一文章:苏泊尔CYSB50FC6-100电压力锅显示“E0”故障检修
・下一文章:盾构机到达施工(上)
我公司生产用于装载机的定轴式变速器在使用过程中出现箱体开裂现象,造成箱体漏油,导致装载机无法正常工作。我们在分析该型变速器总成安装方式的基础上,查明其箱体开裂原因并进行改进,取得了明显成效。
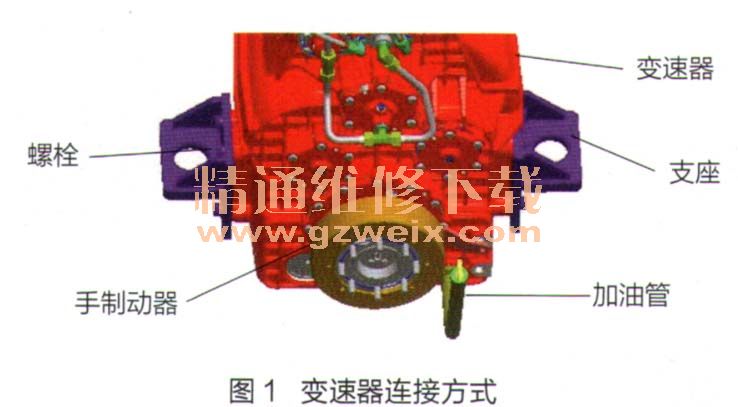
原因分析:定轴式变速器通过其两侧的2个支座与装载机后机架连接,具体连接方式如下:每个支座各使用4个M18螺栓与变速器箱体固接,支座底部设有直径为70mm的销孔,减振垫通过该销孔与装载机后机架连接,如图1所示。该型变速器箱体为HT250灰口铸铁铸造而成,其壁厚仅为8 mm,属于薄壁、大空腔铸件。
根据该箱体连接方式和结构特点,分析其开裂原因主要有以下3个方面:一是箱体两侧与支座连接的M18螺孔四周未设置加强筋,在装载机使用过程中容易产生应力集中;二是箱体与支座配合面的加工精度要求较低(平面度为0.20 mm,粗糙度为3.2mm),在装载机使用过程中容易出现螺栓松动、应力增加;三是变速器支座加工精度不够,在装载机使用过程中容易出现变速器箱体受力不均匀。该型变速器箱体开裂情况如图2所示。

改进措施:根据该型变速器箱体开裂原因,我们采取的改进措施如下所述。
(1)增设加强筋
在箱体两侧螺孔四周增设截面为三角形的加强筋,以提高螺孔周围箱体结构强度。变速器箱体螺孔四周增设加强筋前、后对比如图3所示。

(2)提高箱体配合面加工精度
将箱体与支座配合面的平面度由原来的0.20 mm提高为0.10mm,并将其粗糙度由原来的3.2mm提高到1.6mm。
(3)提高支座加工精度
将支座T1配合面相对于销孔(直径为70mm基准孔)的位置精度增加到0.10 mm、增加T1配合面相对于销孔的对称度要求(0.25 mm)。
改进效果:对定轴式变速器进行上述改进简便易行,加工方便,成本低廉,可延长相关零件使用寿命。改进后经工艺验证,其箱体开裂现象大幅度减少,变速器返修率明显降低,此项改进取得’预期效果。






