・上一文章:特高压直流换流站接地极站用电源方案研究
・下一文章:沥青搅拌站热料仓料位计的种类及工作原理
1.故障现象
一台配装23.5-25-20PR-L3型斜交轮胎的某型6t装载机在使用过程中,经常出现前轮内胎漏气故障,刚把左轮内胎修补好,几天后右轮内胎又出现漏气。主机厂与轮胎配套厂家到现场检查,发现内胎损坏部位均位于外胎垫带边部,且外胎垫带胎趾处起褶皱,如图1所示。

2.故障排查
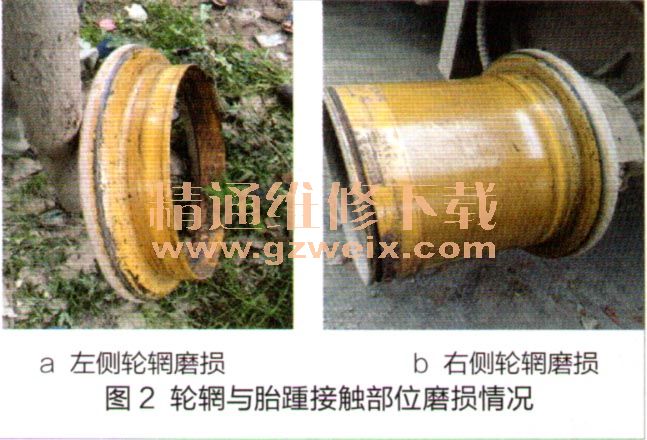
现场检测该装载机轮胎轮惘曲线符合国标要求。该机刚销售1个月,轮辆与胎踵接触部位有不同程度磨损,如图2所示。
经现场检查发现,该装载机经常超载。该装载机装载的镍铁矿密度较大,铲斗装满可铲装镍铁矿7~7.5t,轮胎超载率达到16.7%~25%。
此外,为保证该装载机超载时轮胎变形不致太大,驾驶员将轮胎气压充到550kPa,造成轮胎花纹磨损异常,新外胎使用200h便出现钢丝刺出现象。
经查阅技术资料得知,该装载机整机质量为20900kg, 23.5-25-20PR-L3型轮胎额定负荷为10950kg,轮胎气压范围为375~487.5kPa,轮胎额定超载率为14.47%。由此可知,该装载机作业时经常超过额定装载质量,且轮胎气压过局。
经了解轮胎生产厂家得知,外胎中的钢丝圈在外胎硫化前未进行充分处理,在外胎超载及频繁滚动作用下,造成个别钢丝圈搭头与橡胶过早脱胶。个别钢丝圈搭头脱胶后失去约束,在外胎接地压力及气压反复作用下,钢丝圈搭头最终将内胎扎破。
3.改进措施
(1)改进轮胎结构
针对轮胎质量问题,建议轮胎生产)一家从以下3方面改进轮胎结构:一是将23.5-25-20P型斜交外胎增加钢丝圈根数、增大胶尺寸;二是将轮胎钢丝圈搭头重新进行结构设计,保证该部位具有足够的摩擦力,防止钢丝圈搭头翘头;三是将已压出的钢丝圈外表面增加1层加强结构。
(2)改进生产工艺
针对轮胎生产土艺间题,建议轮胎生产厂家从以下2方面改进轮胎生产工艺:一是在外胎硫化前对外胎钢丝圈严格按照上艺流程进行处理;二是提高钢丝圈附着橡胶材料的能力。
(3)加强管理
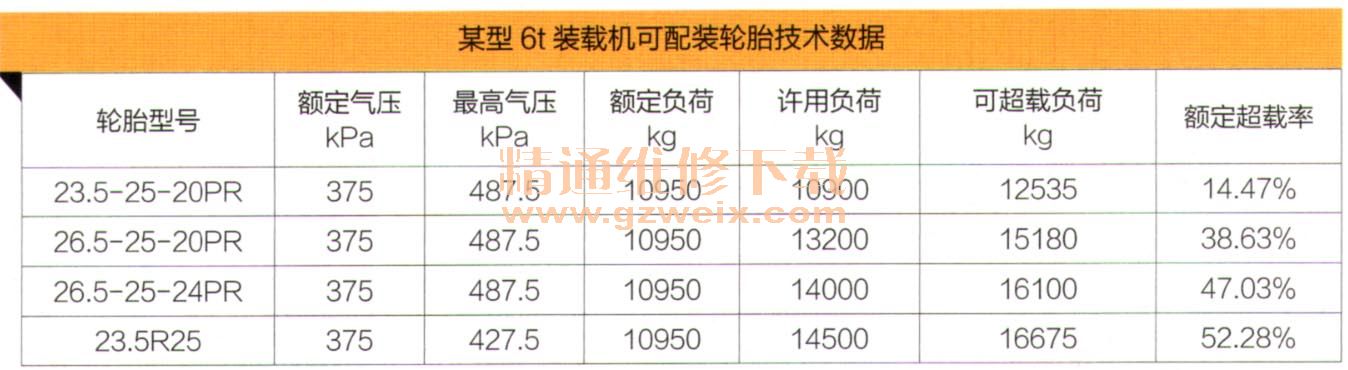
针对装载机使用问题,生产厂家应从以下3方面加强管理:一是应改变驾驶员不良操作习惯,避免超载强行作业;二是选用26.-25-20PR, 26.5-25-24PR型,或23.5R25子午线轮胎,以大幅度提高轮胎的超载能力;三是根据装载机主要装载物料,正确选择轮胎型号、层级和花纹。某型6t装载机可配装轮胎技术数据如附表所示。
经过轮胎生产厂家实施以上改进措施、装载机主机生产厂开展对客户及装载机驾驶员的技术培训后,该6t装载机轮胎故障基本消失。





